|
Asetus |
Oletus |
Käytettävissä
T=työasema
O=Online |
Selite |
|
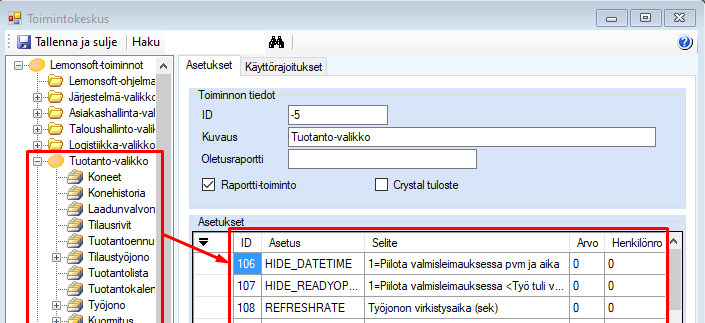
HIDE_DATETIME |
0 |
T,O |
1=Piilota valmisleimauksessa pvm- ja aika
-kentät
HIDE_DATETIME-asetuksella voit estää päivämäärän
ja kellonajan muuttamisen ja pakottaa vaiheen aloittamisen ennen
valmistamista.
Lue myös hakusanalla FORCE_START |
|
HIDE_READYOPTION |
0 |
T,O |
1=Piilota valmisleimauksessa Työ tuli
valmiiksi-valinta.
Jos esimerkiksi tuotantoon on laitettu 10 kpl
valmistettavaksi niin työ menee Valmis-tilaan vasta kun sitä on
valmistettu vähintään 10 kpl. |
|
REFRESHRATE |
0 |
T |
Työjonon virkistysaika (sek).
0-arvolla käyttäjän on virkistettävä manuaalisesti
Virkistä-toiminnolla.
Jos arvo on esimerkiksi 30, ohjelma virkistää työjonon
30 sekunnin välein.
Käytä toimintoa harkiten, koska se lisää
verkkoliikennettä. |
|
CHANGE_PAYTYPE |
0 |
T,O |
1=Salli valmisleimauksessa palkkalajin
vaihtaminen. |
|
SHOW_JOBINFO_TIME |
20 |
T |
Aika sekunneissa, kauanko leimauspääte esittää
leimausinfon. |
|
AUTO_LOGIN |
1 |
T |
1=(suositus) Automaattinen sisään kirjaus työvaiheiden
aloituksessa. Ohjelma kysyy, kuka henkilö aloittaa vaihetta ja
työvaiheelle alkaa kiertyä aikaa.
0=Ohjelma ei kysy kuka työvaihetta
tekee.
Arvolla 0 työlle ei kierry jälkilaskelman kannalta
välttämättömiä tietoja.
Lue myös hakusanalla:
USE_COMPLETE_PREV
SHOW_PAUSED
UNFINISHED_JOBS
START_OPTION |
|
PREVJOBS_DONE |
1
|
T,O |
1=Kuittaa aiemmat vaiheet valmiiksi viimeisestä
vaiheesta (oletus),
0=Ei toimenpiteitä.
Arvolla 1 ohjelma ei muuta edeltäville vaiheille
määrää, vaan toiminto asettaa kaikki edelliset vaiheet
Valmis-tilaan.
Et voi käyttää toimintoa, mikäli sidot materiaaleja
viimeistä edeltäviin työvaiheisiin, koska ohjelma vaatii
valmistusleimauksen jokaiselle työvaiheelle, jolle olet sitonut
materiaalin rakenteessa.
Lue lisää hakusanalla Varaa
materiaali.
Lue myös USE_COMPLETE_PREV |
|
USE_COMPLETE_PREV |
0 |
T,O |
Kuittaa edellinen vaihe valmiiksi, jos sillä on
Alku-lupa, vaihe on aloitettu tai se on jäänyt kesken.
0=Ei käytössä 1=Käytössä.
Jos asetus on käytössä, ohjelma tutkii ainoastaan
edeltävää vaihetta ja mikäli vaiheella on Alku-lupa, tai se on
Työnalla- tai Keskeytetty-tilassa (jos edeltävällä
työvaiheella ei ole Alku-lupaa, ohjelma ei kuittaa vaihetta
valmiiksi), ohjelma antaa työvaiheen leimaajalle mahdollisuuden
valmistuskirjata myös edellisen vaiheen valmiiksi.
Huomaa! Ohjelma muuttaa edeltävän vaiheen
Valmis-tilaan, mutta ei anna Määrä-arvoa, vaikka edellisellä
vaiheella olisi kiinnitettyjä materiaaleja, eikä avaa ostotilauksen
Saavutus-näyttöä, vaikka kyseessä olisi alihankintavaihe.
Jos viimeistä edeltävät työvaiheet voi valmistaa missä
tahansa järjestyksessä, tai olet sitonut materiaalikulutuksia viimeistä
edeltäville työvaiheelle, käytä asetuksen arvoa 0.
Lue myös hakusanalla:
PREVJOBS_DONE
SHOW_PAUSED
UNFINISHED_JOBS
START_OPTION
AUTO_LOGIN |
|
START_OPTION |
0 |
T,O |
0 = Henkilö saa aloittaa monta eri työtä (ohjelma ei
huomata muista työnalla olevista töistä),
1 & 2 = Henkilö saa
aloittaa monta työtä, mutta ohjelma ehdottaa edellisiä töitä
keskeytettäviksi.
3 = Yhdellä henkilöllä voi olla ainoastaan yksi
työnalla, ohjelma estää toisen työn aloittamisen, jos muita töitä on
työnalla (Odottaa- ja Keskeytetty-tilassa saa olla).
Toiminto on parhaimmillaan, jos haluat kohdistaa kaiken
sisälläoloajan työnumerolle.
Lue myös hakusanalla:
USE_COMPLETE_PREV
SHOW_PAUSED
UNFINISHED_JOBS
AUTO_LOGIN |
|
AUTO_PAUSE |
1 |
|
Ei enää käytössä, lue lisää hakusanalla
UNFINISHED_JOBS |
|
UNFINISHED_JOBS |
|
T,O
|
Automaattinen työn keskeytys ja jatkaminen.
Jos
henkilöllä on työvaihe työnalla ja hän leimaa itsensä ulos, ohjelma
ehdottaa työvaiheen keskeyttämistä.
Ohjelma esittää listan keskeneräisistä vaiheista ja
kysyy, kuitataanko ne valmiiksi.
0=Esittää työvaiheet
listana
1=Yksitellen
Huomaa! Käytettävissä
ainoastaan Lemonsoft-versiossa (ei lemonOnline-versiossa)
2=Ohjelma siirtää vaiheet Odottaa-tilaan,
ulosleimauksen yhteydessä käyttäjälle ilmoittamatta (eli taustalla).
Huomaa!
-Käytettävissä ainoastaan LemonOnline-versiossa ja vain
TIME_MANAGEMENT-arvolla 1 (ei Lemonsoft-versiossa, eikä
TIME_MANAGEMENT-arvolla 0).
Lue myös hakusanalla:
USE_COMPLETE_PREV
START_OPTION
SHOW_PAUSED
AUTO_LOGIN |
|
SHOW_PAUSED
|
1 |
T,O |
Avaako ohjelma kesken jääneiden töiden näytön sisään
kirjauksen yhteydessä?
0=Ei
1=Kyllä (oletus)
Arvolla 1 ohjelma avaa listan työvaiheista (kun leimaat
takaisin sisälle), jotka keskeytit esimerkiksi ruokatunnille ulos
leimatessa, näytössä voit ottaa osan tai kaikki kesken jättämäsi työt
uudelleen työnalle ja jatkaa työvaiheen tekemistä.
Lue myös hakusanalla:
UNFINISHED_JOBS
USE_COMPLETE_PREV
START_OPTION
AUTO_LOGIN |
|
NEW_TIME |
14:00 |
T |
Uuden tuotantotyön valmistumiskellonaikaehdotus Uusi
tuotantotyö –näytössä.
Lue myös hakusanalla Valmiina
–tieto. |
|
SHOW_PERCENT |
0 |
T,O |
1=valmisleimauksessa % -osuus määrän sijaan.
Helpottaa leimaamista, jos tuotetta tai työvaihetta
valmistetaan päiviä tai viikkoja. |
|
INTERLEAVE |
100 |
T |
Oletuslimitys % uusille työvaiheille.
Lue lisää ohjeesta hakusanalla Työvaiheet. |
|
SHOW_SPLIT |
0 |
T,O |
1=Valmiskirjaus-näytössä ohjelma näyttää uuden
työn muodostustoiminnon.
Toiminto muodostaa saman työnumeron sisällä jäljellä
oleville valmistusmäärällä kopiot jäljellä olevista vaiheista. Lue lisää
hakusanalla Seuraavan
työn jakaminen (splittaus).
Lue myös kohdasta NEXT_AMOUNT. |
|
NEXT_AMOUNT |
0 |
T,O |
Määrä:
0=Päivittää määrän seuraavalle työvaiheelle,
jos se on suurempi kuin tehty määrä ja vaiheen tila ei ole
valmis,
1=seuraavalle vaiheelle,
2=ei ollenkaan
Käytä arvoa 2 mikäli käytät työn splittausta SHOW_SPLIT) |
|
AMOUNT_SUGGESTION |
0 |
T,O |
0=Jäljellä oleva määrä (oletus), 1=Valmiskirjauksessa
ei määrä ehdotusta (suositus), 2=CEF, eli csv aineistosta (ks. ohjeesta
lisää hakusanalla LFS)
Suosittelemme että käytät arvoa 1, tällä tavalla
virheellisten määrien leimaus vähenee, kun vaiheen valmistajan on aina
kerrottava paljonko vaiheesta valmisti.
Huomaa!
LemonOnlinen
Kanban-työjono-näyttö ei käytä AMOUNT_SUGGESTION-asetuksen arvoa 1,
koska Valmis-sarakkeeseen raahaamisen valmistaa työn jäljellä
olevalla määrällä. Jos haluat antaa LemonOnlinessa määrän
Kanban-työjono-valmistamisen yhteydessä, niin KANBANDONETYPE-arvolla
1 ohjelma siirtyy aina Valmistuskirjaus-näyttöön. |
|
AMOUNT_DIFFERENCE |
10 |
T,O |
Montako % valmistusmäärä saa heittää jäljellä olevasta
määrästä: (tyhjä)=Ei rajausta, 10=prosentuaalinen kokonaisrajaus.
Kokonaisrajaus huomauttaa valmistuskirjaajaa, mutta sallii valmistamisen
poikkeavalla määrällä.
Rajat ovat pakottavia, jos määrität arvoksi kaksi lukua
puolipisteellä (;) erotettuna. Jos asetat arvoksi esimerkiksi 10;20,
ohjelma sallii 10% ylityksen ja 20% alitus sallittu ilman huomautusta.
Ohjelma estää käyttäjää valmistamasta ylittävää tai alittavaa määrää.
Yleisin tapa on käyttää kokonaisrajausta, ettei
valmistuskirjausta tapahdu vahingossa työmääräimen viivakoodin määrällä,
josta tulee luvuksi joko yli 2 miljoonaa tai yli 9 miljoonaa.
Pitkään kestävissä (yhtä kappaletta esim. hitsataan
päiviä/viikkoja) työvaiheissa 100, tai 101 on hyvä arvo, ettei ohjelma
huomauta määrästä työtä keskeyttäessä.
Ohjelma laskee eroprosenttia kaavalla (Jäljellä -
Valmistetaan) / Jäljellä * 100 |
|
AMOUNT_HANDLING |
0 |
T |
Arvolla 1 määrä käsitellään ”Mitat-arvo *
Määrä-arvo” laskukaavan mukaisesti. |
|
LUNCH_START |
|
T,O |
Ruokatunnin aloitusaika muodossa hh:mm (esim: 11:30).
Lue lisää hakusanalla Ruokatunnin
huomiointi ja tästä taulukosta hakusanalla PAUSE_TIME, joka on saman
tyyppinen toiminto.
Mikäli et leimaa ruokatuntia, voit määritellä ohjelman
vähentämään ruokatunnin kiinteään aikaan automaattisesti toimintokeskuksen
LUNCH_START-asetuksella, eli ohjelma vähentää ruokatunnin
Valmis-leimauksessa (Huomaa! vain valmistuksesta, mutta ei työn
keskeytyksestä), mikäli työn aloitusleima on ennen ruokatauon alkamista ja
valmistuminen ruokatunnin jälkeen. Ohjelma tutkii ruokatunnin pituuden
henkilön oletustyövuorolta. Jos tieto puuttuu, ohjelma käyttää oletuksena
30 minuuttia.
Et voi käyttää LUNCH_START-asetusta jos vaihetta
keskeytetään ja jatketaan, eli jos valmistus kestää monta päivää (ohjelma
poistaa valmistuskirjauksen yhteydessä vain yhden ruokatunnin verran aikaa
ja jos Työ tuli valmiiksi -optio on valittuna).
Tähän on myös lisäasetus, joka vaikuttaa ainoastaan
TIME_MANAGEMENT=1 arvolla:
•
LUNCH_ON_PAUSE=0 (ei vaikuta kuin TIME_MANAGEMENT=1 arvolla)
o Vaiheen keskeyttäminen
ei poista LUNCH_START aikaa (eli vain valmistaminen poistaa)
•
LUNCH_ON_PAUSE=1
o Myös vaiheen
keskeyttäminen poistaa LUNCH_START ajan (TIME_MANAGEMENT=0 arvolla
keskeyttäminen ei koskaan poista LUNCH_START-aikaa)
Huomaa!
•
Jälkilaskelmalla ohjelma poistaa LUNCH_START-arvon koontityöltä,
mutta ei koontiin sisältyviltä töiltä.
•
Käytä ainoastaan LUNCH_START- tai PAUSE_TIME-asetusta (ei
molempia) |
|
EXMILL_DATE |
1 |
T,O |
Valmistumispäivämäärä ehdotus.
Jos arvona on esimerkiksi 2, tilausrivin toimituspäivä
on 21.6 ja siirrät tilaukselta tuotteen tuotantoon, niin ohjelma ehdottaa
tuotannosta valmistumispäiväksi 19.6.
Huomaa!
Ohjelma ei käytä EXMILL_DATE-asetusta, jos
ajoitus päätyy menneisyyteen.
Ks. myös DELIVERY_DIFFERENCE |
|
EXMILL_DIFF |
0 |
T |
0=Ei käytössä, >0 Montako päivää tilauksen
toimituspäivämäärä saa poiketa valmistumispäivästä.
Ks. myös DELIVERY_DIFFERENCE |
|
DELIVERY_DIFFERENCE |
0 |
T |
Avaa tuotantopoikkeama-näyttö
toimitusajan mukaan: 0=Jos toimituspäivä on ennen valmistus päivää, 1=Jos
toimituspäivä eroaa valmistuspäivämäärästä enemmän kuin EXMILL_DATE
(Oletus), 2=Ei käytössä.
EXMILL_DATE:lla täytyy olla arvona > 0 että ohjelma
avaa Tuotantopoikkemat-näytön.
EXMILL_DIFF:iä käytetään ajoituksessa.
Lue lisää ohjeesta hakusanalla Tuotantotöiden
muuttaminen myyntitilauksella |
|
DESCRIPTION_FROM_SO |
0 |
T,O |
Oletuksena ohjelma hakee Nimike-tekstin
nimikerekisteristä, asetuksen arvolla 1, ohjelma hakee
Nimike-tekstin tilausriviltä. Tämä on hyödyllinen, jos tilausrivin
nimikkeelle on tapana kirjoittaa tuotantoon liittyvää lisätietoa.
Korjaa
työvaiheiden kuvaukset -toiminto tottelee myös
DESCRIPTION_FROM_SO-asetusta. |
|
DONE_CURSOR |
0 |
T
(O=ei sovellettavissa) |
Valmiskirjauksessa kursorin paikka. 0=Määrä-,
1=Aika-kenttä. |
|
PURCHASE_TYPE |
0 |
T |
Alihankintaostotilauslajin numero.
Jos haluat alihankintaostotilaukset omaan
ostotilauslajiin, perusta alihankinnoille numerosarjoihin
oma laji, ja lisää lajin numero PURCHASE_TYPE-arvoksi. |
|
START_HIDE_MACHINE |
0 |
T,O |
1=Ei koneen vaihtoa aloituskirjauksessa.
Ohjelma estää koneen vaihtamisen työvaiheen
aloittamisen yhteydessä.
Lue myös hakusanalla USE_STARTJOB_MACHINE. |
|
USE_STARTJOB_MACHINE
|
0 |
T |
Siirrä kuorma aloita-kirjauksessa valitulle koneelle:
0=Ei (Oletus), 1=Kyllä
0 (oletus) = Kun vaihdat koneen aloituskirjauksessa,
konetta ei kuitenkaan vaihdeta työvaiheelle, eikä kuormitusta päivitetä
vaiheelle vaihdetulle koneelle. Leimaukset menevät kyllä vaihdetulle
koneelle.
1 = Kone vaihdetaan aloituksessa valituksi koneeksi
myös työvaiheelle. Samalla kuorma siirtyy valitulle koneelle.
USE_STARTJOB_MACHINE –asetuksen arvosta 1 hyöty on
parhaimmillaan, jos käytät automaattiajoitusta tai jos lisäät kapasiteetin
koneryhmälle eikä koneelle. Koska kuorma siirtyy aloitusleimauksessa
vaihdetulle koneelle ja näin ollen vapauttaa kapasiteettia toiselta
koneelta.
Lue lisää hakusanalla Automaattiajoitus
ja isäkonetunnus.
Lue myös hakusanoilla JOBDONE_AUTOTIMENOW
ja STARTJOB_AUTOTIMENOW |
|
STARTJOB_AUTOTIMENOW |
0 |
T |
Siirrä kuorma aloita-kirjauksessa nykyhetkeen: 0=Ei,
1=Kyllä (Oletus)
0=Älä siirrä (Oletus)
1=Siirrä vaiheen kuorma aloitushetkeen
Lue lisää hakusanoilla JOBDONE_AUTOTIMENOW
ja
USE_STARTJOB_MACHINE.
Katso esimerkki hakusanalla Esimerkki
koneen graafista työn eri vaiheissa.
Työn kuorman siirtäminen aloitushetkeen
Työvaiheen kuorman siirtäminen työvaiheen
aloitushetkeen.
Kun laitat asetuksen päälle niin työvaiheen aloitus
siirtää työvaiheen nykyhetkeen. Vaihe siirretään sekä menneisyydestä että
tulevaisuudesta nykyhetkeen.
Esimerkki 1. Tunnin kestävä työvaihe on ajoitettu
tehtäväksi huomenna klo 8-9, mutta työntekijä aloittaa sen tänään jo klo
14:00. Työvaiheen kuorma siirtyy huomiselta tälle päivälle.
Esimerkki 2. Myöhässä aloitettu vaihe siirtyy
nykyhetkeen. Samoin aikaisemmin aloitettu vaihe siirtyy nykyhetkeen kuten
kuvassa alla.
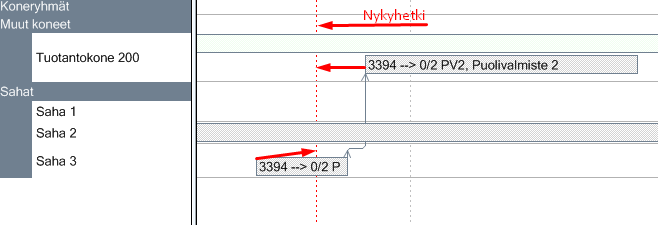
Kuva: Työvaiheen aloitusleimaus
siirtää vaiheen kuorman nykyhetkeen sekä menneisyydestä että
tulevaisuudesta.
Huomaa!
Ohjelma siirtää vaiheen vain, jos vaiheella ei ole
yhtään leimausta, eli ohjelma siirtää vaihetta ainoastaan yhden kerran
eikä jokaisen aloituksen yhteydessä.
Ohjelma ajoittaa työn Eteenpäin-ajoituksella ja
pyrkii ajoittamaan koneella olevan kellonaikaväliin (eli jos aloitat työn
koneella olevan kapasiteetin, eli työajan ulkopuolella, ohjelma ajoittaa
työn työajan sisäpuolelle). |
|
FORCE_START |
0 |
T,O |
1=(suositus) Pakota työn aloitusleimaus.
Et saa työvaiheelle käytettyä aikaa ohjelmasta, etkä
sitä kautta jälkilaskelmaa vaiheille kuluneesta ajasta, mikäli FORCE_START
on 0 ja käyttäjät eivät leimaa vaiheen aloitusta silloin kun oikeasti
aloittavat vaiheen.
Huomaa!
Lue myös hakusanalla HIDE_DATETIME |
|
JOBLIST_SHOW |
0 |
T |
Tilaustyöjono-lista 0=koneen mukaan,
1=tekijän mukaan –järjestetty oletuksena. |
|
PRIORITY |
2 |
T,O |
Lue lisää hakusanalla Työn
viestit ja prioriteetti. |
|
PRIORITY_SO |
2 |
T,O |
Lue lisää hakusanalla Työn
viestit ja prioriteetti. |
|
WORKNUM_RESPONSIBLE |
0 |
T,O |
Lue lisää hakusanalla Työn
viestit ja prioriteetti. |
|
NOTIF_PRIORITY |
1 |
T,O |
Lue lisää hakusanalla Työn
viestit ja prioriteetti. |
|
PRODUCTION_AMOUNT2 |
0 |
T |
1=Määrä2 varastopäivityksissä.
Käyttö vaatii huolellisuutta, koska ohjelma alkaa
kertomaan päätuotteen varastoon valmistuvaa (valmistumassa ja
varastosaldo) määrää työvaiheen Määrä2-kentässä olevalla
määrällä. |
|
LOAD_OPTION |
0 |
T |
1=toinen kuormitus toimii prosentteina.
Asetuksen arvolla 1, voit lisätä työvaiheelle
Kuormitus-soluun esimerkiksi tehokkaan työajan kertoimen.
Esimerkiksi 8 tunnin työajasta 7 tuntia on tehokasta työaikaa. Kertoimen
asettaminen vaikuttaa rakenteen kustannuslaskentaan ja näet vaikutuksen
euromääräisenä Kustannuslaskenta-välilehden Laske-toimintoon.
Kuormitus-sarakkeen saat näkyviin tuoterakenteen
Työvaiheet—välilehdellä valitsemalla Tyylitiedosto-arvoksi
Toinen kuormitus.
Toimintoa ei ole tarkoitettu yhdistettäväksi koneen
Laskentatapa-, Nopeustyyppi- ja
Kapasiteettikerroin-toimintojen kanssa.
Lue käyttämisestä hakusanalla Kuormitus-luku. |
|
BOLD_STRTYPE |
0 |
T |
1=tummenna määritelty rakennetyyppi
Tuoterakenne-näytössä. Lue lisää hakusanalla Rakenteen
hallinta.
Tyypillisesti nimikkeen Ominaisuus-valinta 2.
Valmistus, puolivalmiste –tyyppiset tuotteet. Helpottaa pitkissä
rakenteissa visuaalista hahmottamista. |
|
FORCE_READY_WIZARD |
0 |
T,O |
0=(Oletus) Valmiskirjauksen välilehdet ovat
valittavissa käyttäjän haluamassa järjestyksessä. OK-toiminto on
näkyvissä aina.
1=(suositus) Valmiskirjauksen kaikki vaiheet pakotetaan
käymään läpi Seuraava-toiminnolla ennen kuin OK-toiminto
tulee näkyviin. OK-toiminto on näkyvissä ainoastaan viimeisellä
välilehdellä.
Kannattaa käyttää asetuksen arvoa 1, jos rakenteisiin
kuluva määrä vaihtelee paljon, näin ohjelma pakottaa valmiiksi leimaajaa
siirtymään Osakulutus-välilehdelle ennen työn varsinaista
valmistuskirjausta. |
|
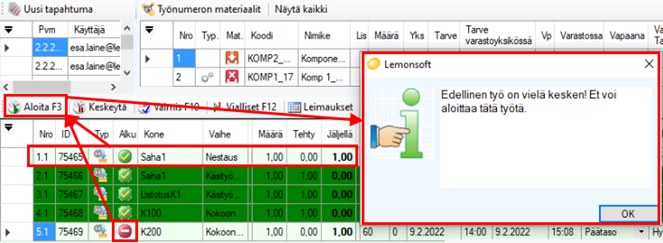
BYPASS_STARTCODE |
0 |
T,O |
0=Limitys% on pakottava, eikä salli seuraavien
työvaiheiden aloitusta, jos limitysprosentti ei ole ylittynyt (Oletus)
1=Limitys% pakotus ohitetaan, eli vaikka
limitysprosenttia käytetään, seuraavat työvaiheet voidaan aloittaa, vaikka
limitysprosentti ei olisi ylittynyt.
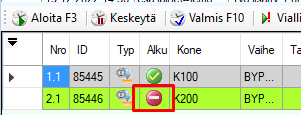
Kuva: BYPASS_STARTCODE-asetuksen
arvolla 1 ohjelma sallii toisen vaiheen alottamisen, vaikka vaiheella ei
ole Alku-lupaa
Lue myös CHECK_START_CODE |
|
CHECK_START_CODE |
1 |
T |
Jos vaiheilla on Limitys%-arvoa 0 ja edeltäviä vaiheita
tekemättä, päivittääkö ohjelma seuraavan vaiheen Alku-lupa-arvon,
1=edeltävien (oletus), 0=edeltävän vaiheen tila- ja aloitusluvan
perusteella.
Asetuksella voit valita antaako ohjelma seuraavalle
vaiheelle Alku-luvan edellisen, vai kaikkien edellisten vaiheiden
Tila-arvon perusteella.
Vaiheilla 1, 2 ja 3 on Limitys%-arvona 0,
vaiheilla 4 ja 5 100%. Kun ajoitat ja lisäät tuotantoon Uusi
tuotantotyö -näytössä, niin…
Esimerkki 1:
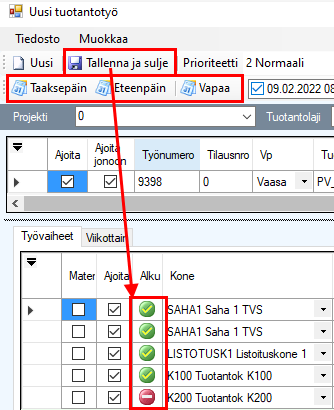
Kuva: CHECK_START_CODE-asetuksen
arvoilla 0 ja 1 ohjelma lisää Alku-luvat kaikille muille,
paitsi viimeiselle vaiheelle.
Kuva: CHECK_START_CODE-arvolla 1,
kun valmistan vaiheen 4 ohjelma ei anna viimeiselle (vaihe 5) vaiheelle
Alku-lupaa, koska ensimmäinen vaihe ei ole Valmis-tilassa.
Kun kaikki edeltävät vaiheet ovat Valmis-tilassa, niin
viimeinenkin vaihe saa Alku-luvan.
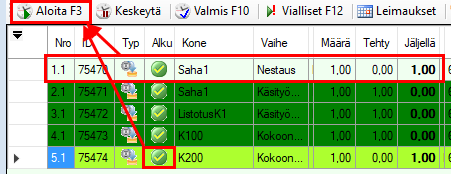
Kuva: CHECK_START_CODE-arvolla 0,
kun valmistan vaiheen 4 ohjelma antaa viimeiselle (vaihe 5) vaiheelle
Alku-luvan, koska sitä edeltävä vaihe on
Valmis-tilassa.
Esimerkki 2 Uusi tuotantotyö -näytössä:
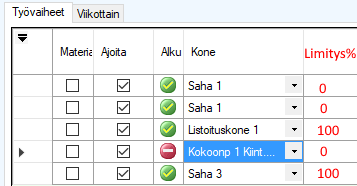
Kuva: CHECK_START_CODE-asetuksen
arvoilla 0, jos Listoitus-vaiheella (vaihe 3) olisi myös limitystä,
siitä seuraava vaihe ei saa Alku-lupaa.
Esimerkki 3 Uusi tuotantotyö -näytössä:
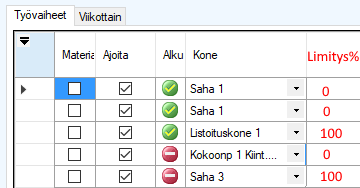
Kuva:
CHECK_START_CODE-asetuksen arvoilla 1, jos Listoitus-vaiheella
(vaihe 3) olisi myös limitystä, listoitus- ja siitä seuraavat
vaiheet ei saa Alku-lupaa.
Jos kaikki edeltävät vaiheet (1-3) valmistetaan kuten
pitää, niin CHECK_START_CODE-asetuksen arvolla ei ole merkitystä,
silloin Alku-lupa tulee aina seuraavalle vaiheelle:

Lue myös BYPASS_STARTCODE |
|
CALC_MDAYS |
365 |
T,O |
Aktiivinen kapasiteettilaskenta päivissä. |
|
ASK_PERSON |
0 |
T,O |
Kysy aina henkilö työaikaleimauksessa 0=Ei, 1=Kyllä.
Jos tehdashallissa on yhteisiä leimauspäätteitä, käytä
arvoa 1, ettei ohjelma oleta vaiheen aloittajaksi leimauspäätteeseen
kirjautunutta käyttäjää.
Lue lisää hakusanalla Työn
aloitusleimaus. |
|
PRODUCTIONPERSONS |
0 |
T,O |
Tuotannon henkilöroolin numero, jolla rajaat
henkilö-valintalistoja, Oletus = 0 (kaikki).
Lue lisää hakusanalla Työn
aloitusleimaus. |
|
PAUSE_TIME |
|
T |
Mikäli työajasta halutaan vähentää automaattisesti
leimaamaton työaika, tähän kohtaan voidaan määritellä arvo ”HH:mm-HH:mm”.
Oletusarvolla ”” ei tehdä automaattista työaikavähennystä leimaamattomasta
ruokatunnista.
Esimerkkinä arvo 11:30-12:00 poistaisi työajasta
automaattisesti kyseisen puolentunnin aikajakson.
PAUSE_TIME
-asetuksen määrittelemän ruokatauon aika otetaan pois työajasta
ainoastaan silloin, kun työvaiheen leimauksissa ei käytetä
aloitusleimausta ollenkaan.
Tällöin ohjelma luo
aloitusleimauksen automaattisesti edellisen työvaiheen lopetusleimauksen
tai työhöntuloleimauksen perusteella ja PAUSE_TIME vähennys tehdään
silloin kun ruokatunnin poistoaika osuu kyseiselle välille.
Lue saman tyyppisestä toiminnosta hakusanalla LUNCH_START ja Ruokatunnin
huomiointi.
Huomaa!
•
Käytä ainoastaan LUNCH_START tai PAUSE_TIME-asetusta (ei
molempia) |
|
CALC_NETPRICE_USED |
0 |
T,O |
Valmistuskirjaus-toiminnon yhteydessä valmistamisen
hinnan laskentavaihtoehdot:
0=Vain materiaalin Hinta-muutos
(oletus),
1=materiaalin Hinta ja materiaalien
määrämuutos,
2=materiaalin Hinta ja työajan toteuma,
3=Hinta ja
lisäksi 1 ja 2.
Ohjelma laskee hinnan joka kerta kun valmistat
nimikettä tuotannosta:
Kaava asetuksen arvolla 1:
Käytettyjen materiaalien määrien summa / valmistettu
määrä (työvaihekohtaisesti) * materiaalien nettohinta.
Kaava asetuksen arvolla 2:
Työtunneilta tehtyjen tuntien summa / valmistettu määrä
(työvaihekohtaisesti) * koneen tuntihinta
Kaava asetuksen arvolla 3:
Ohjelma summaa materiaalin hinta-, määrä- ja
työajanmuutokset (eli kaikki edellä olevat).
Asetuksen arvoilla 2 ja 3, ohjelma ottaa kustannukseen
mukaan myös alihankintakustannukset. Mutta huomaa!
Että ohjelma
laskee alihankintavaiheiden kustannuksen mukaan ainoastaan ostolaskulta,
käytännössä se tarkoittaa sitä, että jos haluat alihankinnan kustannuksen
mukaan valmistuksen hintaan, alihankinnasta täytyy olla ostolasku olemassa
ennen kuin valmistat tuotteen.
Jos asetuksen arvo on 0, ohjelma hakee monitasoisissa
rakenteissa materiaalien hinnat jokaisen tason materiaaleilta (ei välitä
puolivalmisteiden hinnoista). Tällä tavalla ohjelma lisää päätuotteen
nettohintaan puolivalmisteiden materiaalien hintavaikutuksen, vaikka
puolivalmistetta ei ole valmistettu (puolivalmisteella ei ole nettohintaa
jos sitä ei ole valmistettu). Eli periaatteessa voit valmistaa ensin
päätuotteen ja vasta sen jälkeen päätuotteella olevan puolivalmisteen (ja
päätuotteen nettohinnassa on puolivalmisteidenkin kustannukset).
Jos asetuksen arvo on suurempi kuin 0, ohjelma summaa
hinnat ainoastaan päätason materiaaleilta ja puolivalmisteilta (koska
ohjelma ei hae puolivalmisteella olevien materiaalien hintoja). Tällä
tavalla sinun on pakko valmistaa ensin puolivalmisteet ja vasta sen
jälkeen päätuote. Eli jos ohjelma laskee päätasolle toteuman mukaan
hintaa, niin se käyttää myös puolivalmisteille toteutunutta hintaa.
Jos asetuksen arvo on 2 tai 3, tuotteen nettohinta
(valmistuksen hinta) vaihteluväli saattaa olla hyvinkin suuri, varsinkin
jos yhden tai usean työvaiheen työajan leimaus on väärin. Siitä syystä
suosittelemme, että käytät arvoa 2 tai 3 ainoastaan jos työvaiheiden kesto
on tyypillisesti päiviä tai vähintäänkin tunteja ja vaiheiden aloitus ja
lopetusleimaukset ovat aina todenmukaisia. Lue myös START_HIDE_MACHINE
Jos valmistat yhtä vaihetta usealla eri koneella,
ohjelma huomioi (CALC_NETPRICE_USED-asetuksen arvoilla 2 ja 3) koneen
hinnan valmistamisen yhteydessä. Siitä syystä keskeneräisen työn
varastotapahtuman hinta eroaa jälkilaskelman hinnasta (koska
varastotapahtumalle tulee valmistuvalla määrällä valmistushetkellä
tiedossa olevat kustannukset ja jälkilaskelma näyttää keskeneräisestäkin
työstä viimeistä edeltävien vaiheiden kustannukset kokonaismäärällä).
Sama demonstroitu kuvalla:
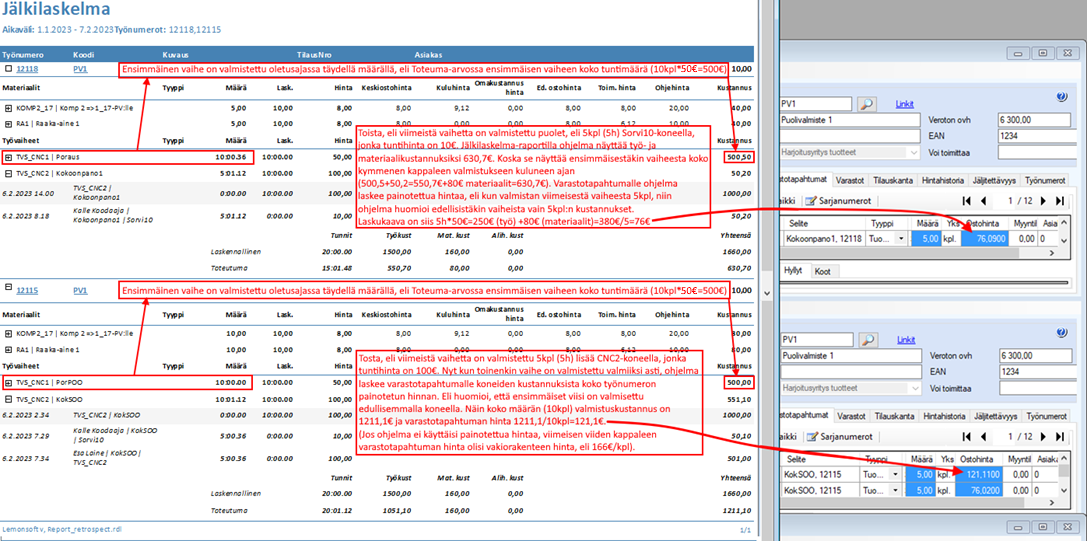
Kuva: PV1:sellä on kaksi
vaihetta, molempien vaiheiden kesto on 1h/kpl. Oletuskoneena on
ensimmäisellä vaiheella CNC1 (50€/h) ja toisella vaiheella CNC2 (100€/h).
Jos työ valmistetaan oletusajoilla, jälkilaskelmalle tulee
Toteuma-hinnaksi 1660€ ja varastotapahtumalle yhden kappaleen hinnaksi
166€. Kuvan esimerkissä ensimmäinen vaihe valmistetaan oletusajalla ja
koneella (10h*50€=500€), mutta toinen vaihe valmistetaan kahdella eri
koneella.
Ensin 5kpl viidessä tunnissa Sorvi10:llä (10€/h),
joka on kuvassa työnumero 12118, kun on valmistettu (viimeisestä)
vaiheesta vain 5kpl.
Sen jälkeen on valmistettu oletuskoneella, eli
CNC2:sella (100€/h) loput 5kpl viidessä tunnissa (5h*100€=500€), joka on
kuvan esimerkissä valmis työ työnumerolla 12115. |
|
OVERPRODUCTIONTYPE |
1 |
T |
1=(oletus) Ohjelma asettaa puolivalmisteille
päätuotteen Tuotantolaji-arvon tuotantoon siirtäessä, 0=ohjelma ei
koske puolivalmisteiden Tuotantolaji-arvoon. |
|
COST_PRICE |
0 |
T,O |
Viallisten lisääminen valmistuvan määrän
omakustannushintaan, 0=Ei, 1=Kyllä.
Käytä arvoa 0, jos vialliseksi valmistetut normaalisti
korjataan (eli materiaali ja työ ei ole mennyt kokonaan hukkaan, viallisen
korjaamisen ajan voit kerätä alkuperäisellä työmääräimellä jatkamalla
työvaihetta tai kiinteät
työnumerot -työmääräimellä).
Lue myös
UPDATE_NETPRICE.
Jos vialliset menee roskakoriin, käytä arvoa 1 (ohjelma
hakee viallisen hinnaksi varaston keskiostohinnan).
Vinkki: Jos korjaat vialliset, valmista
vialliset eri (esimerkiksi Vialliset-) varastopaikkaan. Näin vialliset ei
näy myytävien varastopaikassa ennenkö ne on korjattu, näet myös viallisten
varastonarvon. |
|
UPDATE_NETPRICE |
0 |
T |
Päivittää nettohinnan valmistuvalta työltä
myyntitilaukselle, 0=Ei, 1=Kyllä.
Ohjelma kopioi valmistuskirjauksen yhteydessä
myyntitilauksen Nettohinta-arvoksi valmistuskirjauksen
varastotapahtuman Ostohinta-arvon.
Lue myös
COST_PRICE. |
|
SUBCONTRACT_MARK |
# |
T |
Ohjelma lisää alihankintaostotilausriveille # -merkki
tuotekoodin eteen. #-merkki on informaatio siitä, että kyseessä on
alihankintaostotilausrivi (ja esim. PV1 nimikkeelle ei tule
varastotapahtumaa, koska (jos) sitä ei löydy koodilla #PV1).
Jos poistat asetuksesta # -merkin, ohjelma lisää
alihankintaostotilauksen riville Ei varastopäiv.-valinnan ja
samalla saat aktiiviseksi nimikkeen ominaisuudet ja linkit ostotilausten
yhteydessä.
Jos poistat #-merkin, kannattaa
alihankintaostotilaukset ohjata omaan ostotilauslajiin. Lue lisää
hakusanalla PURCHASE_TYPE. |
|
AUTOTIMING |
0 |
T,O |
Automaattiajoitus päällä 0=Ei (oletus), 1=Ajoita myös
kirjattu tilaisia, 2=Älä ajoita kirjattu tilaisia.
Lue tarkemmin ohjeen kohdasta Automaattiajoitus.
Lue myös AUTOTIMING_PERSONS |
|
AUTOTIMING_PERSONS |
|
T,O |
0=Ei rajausta (Oletus), >0=Henkilörooli, jolla näkee
Virkistä ajoitus -toiminnon Tuotantolista- ja
Tuotannonsuunnittelu Gantt -näytössä.
Jos AUTOTIMING-asetus on käytössä (eli >0), niin
voit tällä AUTOTIMING_PERSONS-asetuksella rajata henkilöroolilla, kenelle
ohjelma näyttää Virkistä ajoitus -toiminnon.
Käyttöönotto vaatii ohjelman
uudelleenkäynnistyksen.
Oletusarvolla (0) ohjelma näyttää Virkistä
ajoitus -toiminnon Tuotantolista- ja
Tuotannonsuunnittelu Gantt -näytöissä.
Jos muutat arvoksi jonkin
Henkilörekisteri-näytössä olevan Henkilörooli-luvun
(selkeintä on lisätä ihan uusi henkilörooli tätä käyttöä varten), niin
ohjelma näyttää Virkistä ajoitus -toiminnon ainoastaan henkilöille,
joilla on kyseinen henkilörooli. |
|
SETTING_COST |
0 |
T,O |
Asetuskustannuksen jyvitys, 0=Valmistuvalle määrälle,
1=Vaiheen kokonaismäärälle
Esimerkki:
Nimikettä valmistetaan
1000 kpl sarja ja asetusaika on noin 1 tunti. Nimikettä valmistetaan 500
kpl per päivä.
Asetuksen arvolla 0 asetuskustannukset
jakaantuisivat ensimmäisen päivän 500 kpl kokonaan (1h asetusaika) ja
samoin seuraavan päivän 500 kappaleelle (asetuskustannuksiin yhteensä
2h).
Asetuksen arvolla 1 asetuskustannukset jakaantuvat
kokonaismäärän kesken eli 1h asetuskustannukset jakaantuisivat koko 1000
kpl sarjalle.
Jos koko sarja tehdään kerralla, arvo 1 palvelee
parhaiten. Mikäli keskeytät sarjan tekemisen ja teet samalla koneella
jonkun toisen työn välissä, arvo 0 palvelee parhaiten. |
|
SETTINGCOSTSTRUCTURE |
0 |
T,O |
0=Ei (Oletus), 1=Kyllä.
Jos nimikkeen Oletusmäärä tuotanto = 0 niin
käytä rakenteen määrää eräkooksi.
Esimerkki
VALMIS-tuotteen rakenteessa on PV1:stä 120 kpl,
PV1:sellä on Asetusaika-arvo 60min ja Oletusmäärä tuotanto
–arvona 0. Koneen Tuntihinta-arvona 50€.
Jos SETTINGCOSTSTRUCTURE-asetuksen arvo on 0, ohjelma
lisää asetusajan jokaiselle PV1:selle (60min*120kpl=7200 minuuttia, eli
120 tuntia 120 kpl asetusaika). Asetusajan kustannus 6000€.
Jos SETTINGCOSTSTRUCTURE-asetuksen arvo on 1, ohjelma
jakaa asetusajan kustannuksen PV1:sen rakenteessa olevalla määrällä
(60min/120kpl=½minuuttia/kpl, eli 60 minuuttia 120 kpl asetusaika).
Asetusajan kustannus 50€
Jos teet puolivalmistetta normaalisti hälytysrajalla
varastoon, asetuksen arvo 0 palvelee parhaiten. Mikäli valmistat
puolivalmistetta aina päätuotteen rakenteen pyytämän määrän, arvo 1
palvelee parhaiten.
Asetusajan jyvittäminen puolivalmisteelle muuttuu
SETTINGCOSTSTRUCTURE-asetuksella ainoastaan, jos puolivalmisteen
Oletusmäärä tuotanto –arvo on nolla (0).
Lue myös BATCH_TO_SUBLEVELS ja
SPLIT_SUBLEVELS |
|
BATCH_TO_SUBLEVELS |
1 |
T |
Nettohinnan laskenta -valinta Eräkoko
Puolivalmisteillekin 0=Ei, 1=Kyllä (Oletus).
Tällä oletusarvoilla Lemonsoft on laskenut ja
päivittänyt aina valmistuskirjauksen yhteydessä tuotteelle edellisen
ostohinnan.
Lue myös SPLIT_SUBLEVELS ja SETTINGCOSTSTRUCTURE.
Asetukset vastaavat tuoterakenteen kustannuslaskennan
valintoja ”Jyvitä asetusaika” ja ”Eräkoko puolivalmisteillekin”. |
|
SPLIT_SUBLEVELS |
0 |
T |
Nettohinnan laskenta: Jyvitä Asetusaika 0=Ei (Oletus),
1=Kyllä
Lue myös BATCH_TO_SUBLEVELS ja
SETTINGCOSTSTRUCTURE.
Asetukset vastaavat tuoterakenteen kustannuslaskennan
Jyvitä asetusaika- ja Eräkoko puolivalmisteille
-valintoja |
|
AUTO_DELIVERY_DONE |
0 |
T |
Myyntitilauksen toimituksessa töiden automaattinen
valmistuminen:
0=Ei käytössä (Oletus),
1=Vahvistus käyttäjältä,
2=Automaattinen, ei vahvistusta,
3=Myyntirakenne käsittely, ei
vahvistusta
1 ja 2
Toiminto kirjaa tuotantoon siirretyltä työltä koko
tuoterakenteen työvaiheet valmiiksi tilauksen toimituksen yhteydessä.
Määrän ohjelma antaa vain viimeiselle vaiheelle.
3
Toiminto tekee valmistuskirjauksen tilausrivillä
olevalle tuotteelle, jos sitä ei ole siirretty tuotantoon. Jos työ on
siirretty tuotantoon, valmistuskirjaus tehdään tuotantotyölle.
Ohjeen kirjoitushetkellä toiminto ei tue erä- ja
sarjanumeroseurantaa.
Huomaa! Arvolla 3 toiminto vaatii, että
rakenteen Käsittely-arvona on Myyntirakenne.
Lue lisää ohjeesta hakusanalla Tuotantotöiden
valmistuskirjaus myyntitilaukselta |
|
SKIP_IF_SEMIPRODUCT |
0 |
T |
Älä ehdota puolivalmisteena ollessa tuotantoon
siirrettäväksi (Nimikkeen ominaisuus nro)
Lue lisää hakusanalla Nimikkeen
ominaisuus joka estää puolivalmisteen siirtymisen tuotantoon.
Toiminto ohjaa ainoastaan rakenteessa olevien
puolivalmisteiden tuotantoon siirtoa.
Toiminto ei estä nimikkeen siirtämistä tuotantoon, jos
se on lisätty suoraan myyntitilausriville (siihen voit käyttää
PREVENT_PRODUCTION-asetusta).
Huomaa!
-Jos puolivalmisteella on Automaatio- tai
päätuotteella Simulointi-tyyppinen tuotantolaji, ohjelma ei välitä
SKIP_IF_SEMIPRODUCT-asetuksesta.
-OVERPRODUCTIONTYPE-asetus ohjaa tuotantolajia, eli ei
sovellu käytettäväksi SKIP_IF_SEMIPRODUCT-asetuksen kanssa. |
|
PREVENT_PRODUCTION |
tyhjä |
T |
Ominaisuuden numero, jolla ohjelma ei näytä nimikettä
Tuotanto Tilausrivit- ja Uusi tuotantotyö -näytössä
myyntitilaukselta tuotantoon siirtämisen yhteydessä (varasto-ohjautuva
nimike). (oletuksena tyhjä).
Lue lisää hakusanalla Nimikkeen
ominaisuus joka estää puolivalmisteen siirtymisen tuotantoon.
Toiminto estää ainoastaan myyntitilausrivillä olevien
nimikkeiden tuotantoon siirtämistä.
Toiminto ei estä myyntitilauksella olevan tuotteen
puolivalmisteena olevien tuotteiden tuotantoon siirtoa (siihen voit
käyttää SKIP_IF_SEMIPRODUCT-asetusta). |
|
UPDATE_SOCANBEPACKED |
0 |
T,O
|
Tuotannon valmistuskirjauksesta
ohjelma siirtää myyntitilausrivin Keräyslupa-tilaan, 0=Ei
(oletus), 1=Kyllä
Arvolla 1, ohjelma muuttaa myyntitilaukselta tuotantoon
siirretyn rivin Tila-arvoksi Keräyslupa, kun valmistat työn
tuotannosta.
Ohjelma siirtää koko tilauksen
Keräyslupa-tilaan, samalla hetkellä kuin kaikilla tilausriveillä on
keräyslupa. Toiminto on parhaimmillaan tilausohjautuvassa tuotannossa, jos
tilauksen saa kerätä ja toimittaa kun tuote on valmis.
Huomaa
-Ohjelma ei vertaa valmistettua määrää
myyntitilausrivin määrään, eli jos valmistat työn Työ tuli
valmiiksi -valinnalla (millä tahansa määrällä), ohjelma muuttaa
tilausrivin Keräyslupa-tilaan.
-Toiminto ei tue tilaukselle purkautuvia rakenteita,
eli Valmistus-paketti – ja Konfiguroitava-tyyppisien
rakenteiden tilausriveille purkautuvien osien tilaa valmistuskirjaus ei
muuta Keräyslupa-tilaan.
Lue myös hakusanalla Keräyslupa. |
|
UPDATE_ORDER_AMOUNT |
0 |
T,O |
Ohjelma siirtää tilaukselta
tuotantoon siirtämäsi työltä Valmistuskirjaus-näytöstä valmistamasi
määrän myyntitilausriville.
Toiminto sopii esimerkiksi painotaloille, jotka
toimittavat valmistamansa määrän tilauksen määrästä välittämättä.
Esimerkki: Myyntitilauksella on myyty 20 000
-mainoslehteä, kun valmistuskirjaat kerralla valmiiksi 20 500,
ohjelma siirtää valmistuskirjauksen yhteydessä 20 500 tilauksen
Määrä-arvoksi.
Huomaa!
Ohjelma päivittää tilaukselle sen määrän mitä valmistat
Valmistuskirjaus-näytöstä Työ tuli valmiiksi -valinnan
yhteydessä (eli toiminto ei ole tarkoitettu käytettäväksi, jos valmistat
työnumeroa vähä kerralla).
Jos asetus on päällä, ohjelma siirtää aina valmistamasi
määrän tilaukselle, eli et pysty määrittämään poikkeuksia tuotteista.
Toimii ainoastaan tuotannon
Valmistuskirjaus-näytöstä valmistamalla.
Toiminto ei kysy vahvistusta mutta kirjoittaa
työnumeron tapahtumat lokiin määrän muutoksesta (vanha ja uusi
arvo). |
|
PRODUCTION_COMP_ON |
0 |
T |
Tuotannon poikkeaman Hälytys-valinta. 0=Ei
valittuna (Oletus) 1=Valittuna.
Jos 1:
-Ohjelma lisää Hälytys-valinnan, kun luot
Tuotannon työjono -näytöstä uuden poikkeaman
-Ohjelma lisää Hälytys-valinnan
Laadunvalvonta-näytössä uudelle laatustandardin määritys
riville
Huomaa!
Nyt kun voit (2021.8 =>)
Laadunvalvonta-näytöllä valita Hälytys-valinnan
rivikohtaisesti itse, niin PRODUCTION_COMP_ON-asetus ohjaa enää vain
Laadunvalvonta-näytöllä Hälytys-valinnan oletusta, eikä
ohjelma enää lisää laadunvalvonnasta muodostamallesi poikkeamalle
automaattisesti Hälytys-valintaa. |
|
PRODUCTION_AMOUNT2TI |
0 |
T |
Työvaiheen Määrä-sarakkeen arvo toimii
kertoimena myös vaiheen valmistusajalle 0=(oletus) Kyllä (lasiala),
1=Ei
PRODUCTION_AMOUNT2TI-asetuksen arvolla 1 ohjelma
ei kerro työvaiheen Kesto-aikaa Määrä-arvolla. Ohjelma
käyttää Määrä-arvoa materiaalien ja työajan kertoimena. Voit ohjata
Määrä-kertoimen vaikutusta PRODUCTION_AMOUNT2TI- ja
USEAMOUNT2-asetuksilla.
Ohjelma hakee rakenteen Määrä-arvon
hierarkkisesti.
-Vahvin on työvaiheen (Muut työvaihetiedot
-välilehden) Reunat*Määrä,
-pelkkä Määrä on
toiseksi vahvin ja
-myyntitilauksen, tai tarjouksen M2-arvo on
heikoin. |
|
CHECK_OVERLAPPING |
0 |
T |
Uusi tuotantotyö näytössä voi tarkistaa työvaiheiden
päällekkäisyydet:
0= Ei käytössä (Oletus),
1= Päällekkäisyydet-toiminnolla,
2= Ajoitukset (Eteen, Taakse, Vapaa) ja
Päällekkäisyydet-toiminnolla,
3= Ajoitukset (Eteen, Taakse, Vapaa), Tallenna ja
sulje ja Päällekkäisyydet-toiminnolla
Lue lisää ohjeesta hakusanalla
Aikojen
päällekkäisyydet Uusi tuotantotyö näytössä |
|
FREE_TIMING |
0 |
T |
Uusi
tuotantotyö -, Työn
tiedot – ja Töiden
uudelleenajoitus… -näyttöjen Vapaa-ajoitustoiminto ajoittaa
0=vapaan kapasiteetin mukaan (oletus), 1=etsii ankkuriksi ensimmäisen
vapaan minuutin ja ajoittaa siitä eteenpäin.
Arvolla 0, ohjelma pyrkii välttämään
Vapaa-ajoituksen yhteydessä koneen vuorokautista ylikuormittamista,
mutta ei etsi päivän- tai yksittäisen työvuoron sisältä vapaata ajankohtaa
(eli ohjelma välttää päivän kapasiteetin ylittämistä, mutta työt
ajoittuvat päivän sisällä päällekkäisille kellonajoille).
Arvo 0 on parhaimmillaan, jos käytät Taakse-,
Eteen- ja Vapaa-ajoitustapoja ja työntekijät päättävät
itsenäisesti päivän töille valmistamisjärjestyksen.
Arvolla 1, ohjelma pyrkii välttämään
Vapaa-ajoituksen yhteydessä vuorokautista ylikuormittamista ja
etsii päivän sisältä ensimmäisen vapaan minuutin, asettaa sen
ankkuriajaksi ja ajoittaa eteenpäin (työt ajoittuvat päällekkäin, jos
vapaa ”rako” ei riitä vaiheen valmistamiseen).
Arvo 1 on parhaimmillaan, jos työntekijät eivät saa
päättää päivän sisällä tehtävien töiden valmistusjärjestystä ja haluat
työt päivien, sekä työvuorojen sisällä ajoituksellisesti jonoon ja käytät
ainoastaan Vapaa-ajoitustapaa. Arvolla 1 suosittelen CHECK_OVERLAPPING-asetuksen
arvoksi 2 tai 3.
Vinkki:
Yritystasolla ajoittaminen toimii yleensä parhaiten
niin, että valitset yrityksellesi yhden ajoitustavan (Eteen-, Taakse-,
Vapaana-ajoitustavan mahdollisesti yhdistettynä töiden lukitsemiseen ja
automaattiajoitukseen). Dokumentoi, perustele ja opeta kaikille tuotantoon
siirtäville työntekijöille valitsemasi ajoitustapa.
FREE_TIMING-asetus vaikuttaa seuraavissa
toiminnoissa:
- Uusi tuotantotyö -, Työn tiedot – ja Töiden uudelleenajoitus -näyttöjen
Vapaa-ajoituksella
- Pikakoonnin luonnissa, jos tarvitaan käyttäjältä
vahvistus, ilman vahvistusta menee Eteenpäin-ajoituksella.
- Uusi tuotantotyö -näyttö Ehdota
koneet-valinnat
- Uusi tuotantotyö -näyttö Taakse-,
Eteenpäin ja Vapaa-ajoituksilla
- Uusi tuotantotyö -näytön Aimo-toiminnoissa
(Jos tuotannon Aimo-toiminnot on käytössä)
- Jos FREE_TIMING-asetuksen arvo on 1, et voi
käyttää työvaiheella Limitys% (koska ohjelma etsii Vapaa-ajoitus
toiminnolla vapaata kapasiteettiä koneelta, niin se ei voi samalla totella
limitystä kuten FREE_TIMING-asetuksen arvolla 0)
Huomaa!
-Lukitse
ajoitus -valinta työllä saattaa aiheuttaa vaiheiden päällekkäin
ajoittumisen ja siitä syystä koneen ylikuormittumisen. |
|
JOBDONEFIELD1 |
Tyhjä |
T,O |
Valmistus-näytön FIELD1-teksti. (Oletuksena tyhjä ja
ohjelma ei näytä kenttää) |
|
JOBDONEFIELD1CALC |
0 |
T,O |
0=Ei laskentaa (Oletus), 1=Summataan, 2=Vähennetään,
3=Summataan*kpl |
|
JOBDONEFIELD2 |
Tyhjä |
T,O |
Valmistus-näytön FIELD2-teksti. (Oletuksena tyhjä ja
ohjelma ei näytä kenttää) |
|
JOBDONEFIELD2CALC |
0 |
T,O |
0=Ei laskentaa (Oletus), 1=Summataan, 2=Vähennetään,
3=Summataan*kpl
JOBDONEFIELD1, JOBDONEFIELD1CALC, JOBDONEFIELD2,
JOBDONEFIELD2CALC-asetukset liittyvät kiinteästi toisiinsa ja
käyttämisestä on erillinen Työstöajat, eli Työaika-arvon laskeminen
tekijän antamista asetus- ja valmistusajoista -ohje.
Lue lisää hakusanalla Työstöajat. |
|
SHOW_ORDER_LINK |
0 |
T |
Näytetäänkö myyntitilausten linkit tuotannossa 0=Ei
(oletus), 1=Kyllä
Arvolla 1 ohjelma näyttää myyntitilaukselle lisäämäsi
linkit myös Tuotantolista-, Tuotannon työjono –näytöillä ja
Työmääräin (Report_workorder.rdl) -raportilla. |
|
WORKSTAGE_DIMENSION |
0 |
T |
Päätason mukana tuotantoon vietyjen puolivalmisteiden
Mitat-kentän sisältö. 0=Päätasolta (Oletus),
1=Puolivalmisteelta.
Lue lisää hakusanalla Uusi
tuotantotyö -näyttö. |
|
CHANGESTARTTIME |
0 |
T,O |
Vaiheen valmiskirjaus ajoittaa uudelleen työn seuraavan
vaiheen aloitusajaksi edellisen valmistuneen vaiheen lopetusajasta
eteenpäin. 0=Ei (Oletus), 1=Kyllä, 2=Kyllä (lisäksi seuraava vaihe
pakotetaan alkamaan heti)
0= Toiminto ei ole käytössä
1= Kun valmistat ensimmäisen vaiheen Työ tuli
valmiiksi -valinnalla, ohjelma ajoittaa seuraavan vaiheen kuluvasta
hetkestä Eteenpäin-ajoituksella (eli ajoittuu alkamaan heti kun
koneella on kapasiteettia, mutta ei välitä koneen kuormatilanteesta).
Samalla ohjelma lisää työnumerolle Ajoitus lukittu -valinnan, ettei
automaattiajoitus koske työn vaiheiden ajoituksiin enää ollenkaan. Ohjelma
kuitenkin tekee saman ajoitustoiminnon aina seuraavalle työvaiheelle
(välittämättä Ajoitus lukittu -valinnasta).
2= Kun valmistat ensimmäisen vaiheen Työ tuli
valmiiksi -valinnalla, ohjelma muuttaa seuraavan vaiheen aloitusajaksi
kuluvan hetken (eli alkamaan heti, välittämättä siitä onko koneella
kapasiteettia tai kuormaa). Samalla ohjelma lisää työnumerolle Ajoitus
lukittu -valinnan, ettei automaattiajoitus koske työn vaiheiden
ajoituksiin enää ollenkaan. Ohjelma kuitenkin tekee saman toiminnon aina
seuraavalle työvaiheelle (välittämättä Ajoitus lukittu
-valinnasta).
Huomaa!
-Tämän tavan käyttötarkoituksena on
ainoastaan se, että seuraavan vaiheen tekijä(t) näkevät missä
työnumerojärjestyksessä edelliset vaiheet on tehty, eli seuraavan vaiheen
työt tulevat työjonoon samassa järjestyksessä tehtäväksi, kun ne on
edellisestä vaiheesta valmistettu.
-Tässä tavassa ohjelma ei ajoita
työtä, eli seuraavasta vaiheesta muuttuu ainoastaan aloitusaika, eli siitä
näkökulmasta Kesto- ja valmistumisaika eivät näytä oikein.
-Tämä
tapa soveltuu käytännössä vain töille, joiden vaiheet ovat aina samana tai
korkeintaan perättäisinä päivinä (koska esimerkiksi Gantt-näytössä vaiheen
aikajanasta saattaa tulla moninkertaisesti pidempi, kun se todellisuudessa
kapasiteettia kuluttaa).
Muuta huomioitavaa tavoille 1 ja 2
-Seuraavan vaiheen ajoittamisen yhteydessä ohjelma huomioi
ainoastaan Asettumis-ajan
-Ohjelma ajoittaa aina työnumeron seuraavan
vaiheen edellisen vaiheen valmistamisen yhteydessä, vaikka työllä on
Ajoitus lukittu -valinta
-Alihankintaostotilauksen muodostaminen edellisestä
vaiheesta, ei suorita ajoittamista.
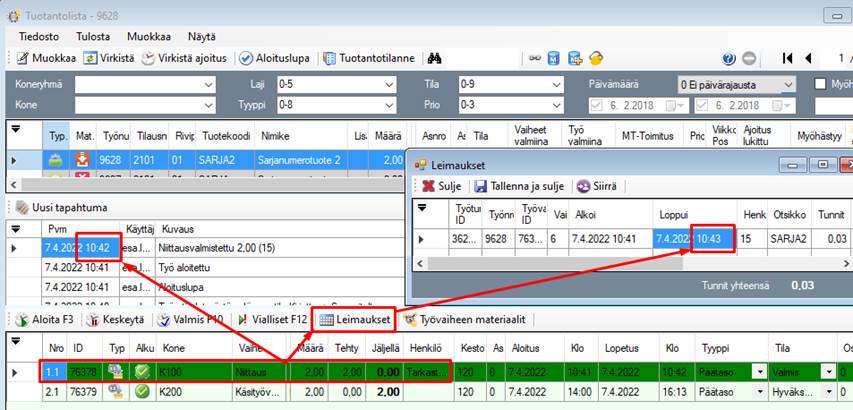
Kuva: Työvaiheen
Leimaukset-näytön Loppui-aika voi poiketa työn
Tapahtumat-listan kellonajasta esimerkiksi silloin, jos työllä ei
ole Aloitus-kirjausta, tai teet valmiskirjauksen heti Lopetuksen
jälkeen ja annat työlle tunteja (aikaa) Valmistuskirjaus-näytön
Aika-kenttään.
Lue myös työn yläosan tilamuutoksesta hakusanalla Työn
tiedot. |
|
PRODUCTION_TOOLS |
0 |
T,O |
Työkalua tarkoittava nimikeominaisuus
Lue lisää hakusanalla Konehistoria. |
|
JOBLISTMATERIALS |
|
T (Onlinessa ei tarvetta) |
0=Hae materiaalit tuotantolistaan automaattisesti
(Oletus). 1=Hae materiaalit Virkistä-toiminnolla
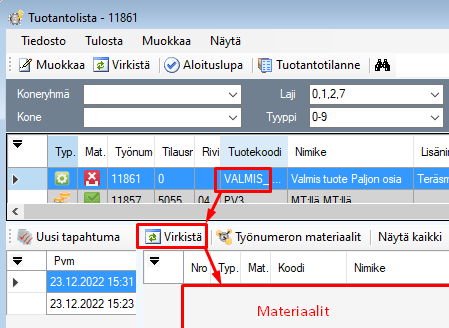
Kuva: Arvolla 1, ohjelma listaa
rakenteen materiaalit Virkistä-toiminnolla, arvolla 0 (oletus),
ohjelma hakee materiaalit aina, kun valitset eri työn
|
|
JOBLISTSTATEFILTER |
0 |
T,O |
Tilarajaus tuotannon työjono -näytössä. 0=Ei
käytettävissä (Oletus), 1=Käytettävissä.
Huomaa!
Tila-rajauksen salliminen työjonossa saattaa
hidastaa merkittävästi näyttöä (varsinkin jos lisäät näkyviin 9
Valmis -tilassa olevat työt) |
|
PROD_CAN_EDIT_INFO |
-1 |
O |
Tuotannon henkilöroolin numero, jolla saa päivittää
vakiotyövaiheen työohjetta valmiskirjauksen yhteydessä. Oletus -1 (ei
kukaan), 0=kaikki
Lue lisää LemonOnline-ohjeesta hakusanalla PROD_CAN_EDIT_INFO |
|
AUTONUMBERBATCHPROD |
0 |
T,O |
AUTONUMBERBATCHPROD-asetuksella ohjaat eränumeron
ehdotusta, arvolla 0= ei käytössä(oletus), arvolla 1=tuotannon
valmiskirjauksesta työnumero eränumeroksi.
Voit asettaa ohjelman ehdottamaan työnumeroa
eränumeroksi, muuttamalla AUTONUMBERBATCHPROD-asetuksen arvoksi 1.
Suosittelemme arvoa 1 |
|
NEWWORKNUMBER |
0 |
T,O |
Ohjelma hakee uudeksi työnumeroksi 0 = suurin+1
(oletus), 1= käytä vapaat työnumerot.
Arvolla 0 (oletus ja suositus) ohjelma etsii
aina suurimman työnumeron ja valitsee uudeksi työnumeroksi siitä
seuraavan.
Arvolla 1 ohjelma etsii ensimmäisen työnumeron,
joka on (yli 1000 ja) vapaana, eli ettei työnumeroa löydy tuotantolistasta
ja ottaa pienimmästä vapaasta työnumerosta alkaen työnumerot uusille
töille.
Arvo 1 on toteutettu yrityksille, jotka käyttävät
Tuotantoennuste-toimintoja suurille työnumeromassoille.
Huomaa, jos käytät arvoa 1:
•
Tällä tavalla ohjelma uusiokäyttää myös työnumeroita, joita on
valmistettu ja vastan valmistamisen jälkeen poistettu tuotantolistasta,
eli uusiokäytetyllä työnumerolla saattaa löytyä varastotapahtumia
(tuloja/ottoja) ja leimauksia (Worktime leimauksia ei poisteta työn
poistamisen yhteydessä).
•
Jos otat käyttöön NEWWORKNUMBER =1, niin työnjohdon
täytyy oikeastaan seurata töitä lähinnä MT-numerolla, koska
Tuotantolista-näytössä työt ovat oletuksena
työnumerojärjestyksessä. Työjono näytöissä työnumeron hyppiminen ei
periaatteessa haitata, koska työjonoissa työt ovat aloitusjärjestyksessä
oletuksena (vanhin ensin).
•
Jos poistat tuotantolistasta Valmis-tilaisen
työnumeron, niin (leimaustapahtumat poistuvat,
mutta) alihankintaostotilaukset ja varastotapahtumat ei
tietenkään poistu, eli on mahdollista käydä niin, että työnumero 1020 on
sekä PV1:sen varastotapahtumalla, että PV3:sen ja orpoja
alihankintaostotilauksia (jos PV1 työnumerolla 1020 on valmistettu ja sen
jälkeen poistettu ja käytetty uudelleen PV3:sen työlle). Epätodennäköistä,
mutta mahdollista.
•
Työnumerolla hakeminen saattaa tuottaa enemmän osumia, kun aiemmin,
koska jos haet työnumerolla 1020, niin osumiin tulee myös 11020 ja
esimerkiksi 10201, 10202 jne. |
|
JOBDONEUNITCALC |
0 |
O |
Online valmiskirjaus yksikkölaskin 0=ei
käytössä(oletus) 1=käytössä
Huomaa!
Toteutettu ainoastaan
LemonOnline-versioon, lue lisää LemonOnline ohjeesta hakusanalla JOBDONEUNITCALC |
|
BATCHOUT_TYPE |
1 |
T,O |
1 (oletus) ohjelma ehdottaa eriä FIFO (Firs In First
Out) periaatteella otto-, toimitus- ja kulutustapahtumissa. Arvolla 0
käyttäjä valitsee itse erät, joista otetaan, toimitetaan,
kulutetaan. |
|
BATCHASKATSTART |
0 |
O |
Online aloituskirjaus kysy käyttäjältä mistä erästä
otetaan 0=ei(oletus) 1=kyllä
Huomaa!
Toteutettu ainoastaan
LemonOnline-versioon, lue lisää LemonOnline ohjeesta hakusanalla BATCHASKATSTART |
|
BATCHASKIFDONE |
0 |
O |
Online valmiskirjaus kysytäänkö loppuiko erä?
0=ei(oletus) 1=kyllä (kun työ jää kesken) 2=kyllä (aina)
Huomaa!
Toteutettu ainoastaan
LemonOnline-versioon, lue lisää LemonOnline ohjeesta hakusanalla BATCHASKIFDONE |
|
PURCHASE_RECEIVING |
0 |
T,O |
Alihankinnan kuittaus saapumisessa 0=Ei toimintoa
(oletus), 1=Avaa valmiskirjaus näyttö, 2=Kuittaa työ automaattisesti
taustalla.
Asetus on käytettävissä 2024.9 versiosta alkaen.
Oletuksena alihankinnassa olevia ostotilauksia ei voi
saavuttaa kuin valmistamalla vaihe tuotannosta.
PURCHASE_RECEIVING-asetusta muuttamalla suuremmaksi kuin 0, voit valmistaa
vaiheen saavuttamalla alihankintaostotilauksen.
-Arvot 1 ja 2 tukee rajoitetusti Automaattinen
valmistus-toimintoa.
Arvolla 0:
•
Ohjelma avaa alihankintaostotilauksen Ostotilauksen
saapuminen -näytön alihankintavaiheen valmistamisen yhteydessä
(asetuksen arvot 0,1 ja 2 ei muuta tätä tapaa).
•
Ohjelma ei avaa tuotannon
Valmistuskirjaus-näyttöä, kun saavutat alihankintaostotilauksen
Arvolla 1:
•
Ohjelma avaa alihankintaostotilauksen Ostotilauksen
saapuminen -näytön alihankintavaiheen valmistamisen yhteydessä
(asetuksen arvot 0,1 ja 2 ei muuta tätä tapaa).
•
Ohjelma avaa kyseisen vaiheen
Valmistuskirjaus-näytön, kun saavutat alihankintaostotilauksen ja
ehdottaa määräksi saavuttamallasi määrää. LemonOnline avaa
Valmiskirjaus-näytön uuteen välilehteen (ja sulkee sen
automaattisesti, kun olet valmistuskirjauksen tehnyt).
•
Huomaa, että:
o
Ostotilaus täytyy olla muodostettuna ohjelmallisesti tuotannosta,
jolloin ohjelma linkittää työnumeron ja ostotilausrivin työn ID-numerolla
(ei työnumerolla, vaan työn ID-numerolla)
o
Työvaiheen pitää olla Alihankinta-tyyppinen
o Arvolla
1 ostotilauksen saavuttamisen yhteydessä ohjelman avaama
Valmistuskirjaus-näyttö ei avaa valmiskirjauksen yhteydessä
ostotilauksen Saavutus-näyttöä Lemonsoft-versiossa ja
LemonOnline-versio piilottaa Saavutus-välilehden.
Arvolla 2:
•
Ohjelma avaa alihankintaostotilauksen Ostotilauksen
saapuminen -näytön alihankintavaiheen valmistamisen yhteydessä
(asetuksen arvot 0,1 ja 2 ei muuta tätä tapaa).
•
Ohjelma valmistaa alihankintaostotilauksen riviin liitetyn
työvaiheen automaattisesti saavutuksen yhteydessä taustalla
Huomaa
kuitenkin, että:
•
Lemonsoft-versio avaa (ja LemonOnline uuteen välilehteen)
rivin saavuttamisesta valmiskirjausnäytön saavutetulla määrällä
Jos:
o Jos
työvaiheella on laatustandardi ja/tai
o
työvaiheella on materiaaleja ja/tai
o
työvaihe on työnumeron viimeinen työvaihe ja nimike on erä- tai
sarjanumeroseurattava
•
Lemonsoft- ja LemonOnline-versiot
o Jos
taustalla kuitattavan työn valmiskirjauksessa tapahtuu poikkeus, ohjelma
näyttää virheviestin ja kirjaa lokitapahtuman.
Virheviestit:
§ Lemonsoft:
”Tilausriviin liittyvää työtä ei voitu kuitata valmiiksi
automaattisesti.”
Virheen tapahtuessa tarkasta ja korjaa vaiheen
valmistuskirjaus työjonosta tai tuotantolistasta käsin
§ LemonOnline:
”Tilausriviin liittyvää työtä ei voitu kuitata valmiiksi automaattisesti
(Pos 01, Työnumero 14673).”
Virheen tapahtuessa tarkasta ja korjaa
vaiheen valmistuskirjaus työjonosta käsin |
|
PRODUCTIONJIT |
0 |
O |
JIT, eli Jist In Time, jota kutsutaan myös
imuohjaus-termillä.
Toiminto on käytettävissä ainoastaan LemonOnlinessa ja
se on tarkoitettu siihen, että tuotannon työntekijä voi lisätä työnjohdon
valitsemia tuotteita tuotantoon suoraan Tuotannon työjono
-näytöstä.
Ohjelma näyttää Tuotetta ei ole merkattu
tuotannolliseksi tuotteeksi – ilmoituksen, jos nimike ei ole
JustInTime-tuote.
Lue lisää LemonOnline-ohjeesta hakusanalla PRODUCTIONJIT. |