Konehistoria
Johdanto
Konehistoria-näyttö on tarkoitettu koneiden ja
koneen liitettävien työkalujen käytön, huoltojen ja historian seurantaan. Käyttö
kattaa sekä koneiden, että työkalujen käytön, käyttöhistorian, huollot ja
huoltohistorian. Raportointi hakee kustannukset ainoastaan huoltotyöltä ja
ostotilaukselta.
Seurantaa voit tehdä pelkälle koneelle tai koneelle +
työkalulle.
Käyttöönotto
HUOMAA!
Koneelle tai työkalulle ei tule
tapahtumia oletuksena (eli oletustuoterakenteessa). Toisin sanoen sekä kone että
työkalu täytyy ottaa tuoterakenteessa käyttöön, että sille alkaa kerääntymään
Tunti- ja Käyttö-arvoa, josta näet historiaa ja voit luoda
huoltovälejä.
Perusasetukset
Sekä koneen, että työkalujen seuranta vaatii seuraavat
asetukset
1.
Lisää Valintalistat-näytössä Ominaisuudet-otsikon alle
-Henkilö/käyttäjä -taulukkoon rivi, joka on varattu
työkaluvastaaville henkilöille
-Nimike-taulukkoon rivi, joka on
varattu Työkalu-tyyppisille nimikkeille
Kuva:
Henkilö/käyttäjä-ominaisuus numero 43 on lisätty ja sille
Kone+työkalu vastaava -selite. Nimike-ominaisuus numero 45
on lisätty ja sille Työkalu-selite
2.
Muuta toimintokeskuksessa PRODUCTION_TOOLS-asetuksen
Arvo-luvuksi edellä lisäämäsi nimikkeen ominaisuusnumero
(esimerkissä 45)
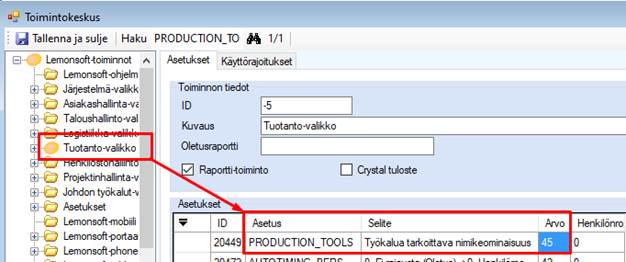
Kuva:
PRODUCTION_TOOLS-asetuksen arvoksi muutettu 45.
3.
Muuta toimintokeskuksessa MAINTENANCE_PERSONS-asetuksen
Arvo-luvuksi edellä lisäämäsi henkilön ominaisuusnumero (esimerkissä
43)

Koneen
seuranta
Koneen seurannan aloittaminen vaatii koneelta ainoastaan
perusasetukset ja sen, että kone on olemassa Tuotantokoneet-näytössä
Työkalujen seuranta
Työkalujen seurannan aloittaminen vaatii seuraavat
toimenpiteet:
4.
Lisää nimikerekisteriin työkalu(t), joille haluat kierryttää tunteja,
käyttökertoja ja/tai ostaa huoltopalveluja Ostotilaukset-sovelluksella,
tai huoltaa omin voimin Huoltotyöt-sovelluksella.
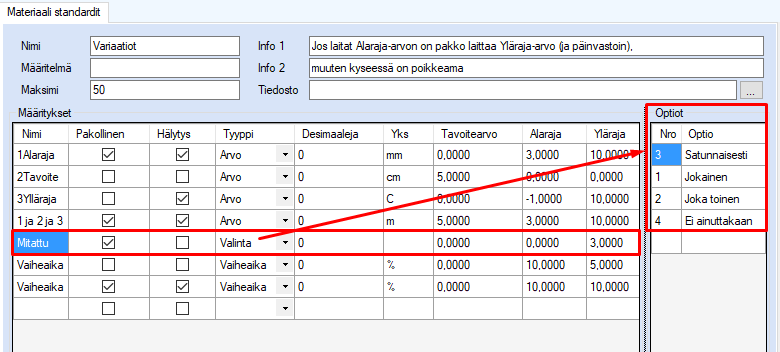
Esimerkki
työkalusta:
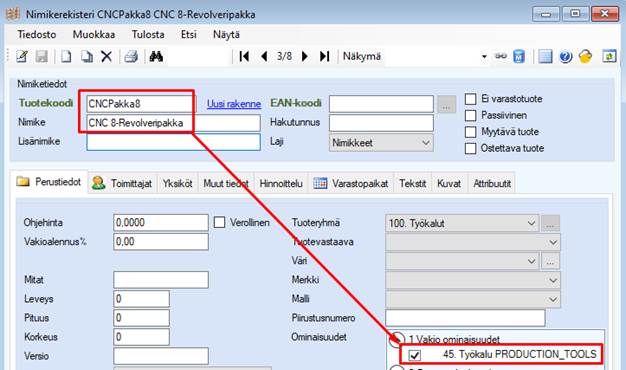
Kuva:
Työkalulla täytyy olla nimikerekisterissä tuotekoodi- ja nimiketiedon lisäksi
Työkalu-ominaisuus (tässä esimerkissä Ominaisuus
45)
5.
Valitse Koneet-näytössä kone, ja lisää Työkalusetit-välilehdellä
koneelle kaikki työkalut, joita kone pystyy käyttämään
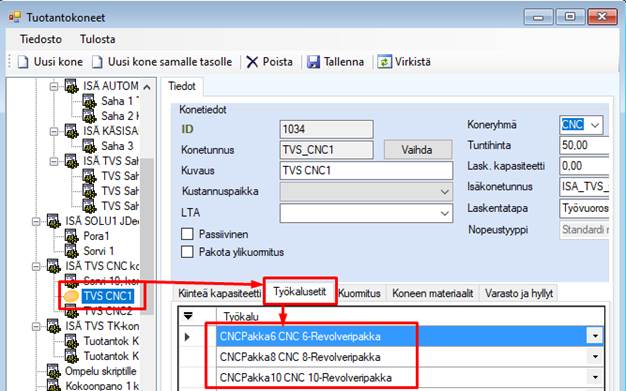
Kuva: TVS
CNC1:sellä on 3-työkalua.
6.
Lisää Henkilörekisteri-näytössä Ominaisuus-numero 43 niille
henkilöille, joiden on tarkoitus luoda ja ylläpitää Konehistoria-näytössä
koneille ja niiden työkalulle huoltosuunnitelmia ja sisäisiä huoltotöitä
(Huoltotyöt-sovelluksella) tai ostaa huoltoja talon ulkopuolelta
(Ostotilaus-sovelluksella).
Tuoterakenne
HUOMAA!
Koneelle tai työkalulle ei tule
tapahtumia oletuksena (eli oletustuoterakenteessa). Toisin sanoen kone ja
työkalu täytyy ottaa tuoterakenteessa käyttöön, että sille alkaa kerääntymään
Tunti- ja Käyttö-arvoa, josta näet historiaa ja voit luoda
huoltovälejä.
Kun edeltävät, käyttöönottoon liittyvät toimenpiteet on
tehty, niin voit tuoterakenteissa ottaa käyttöön koneiden ja työkalujen
käytön.
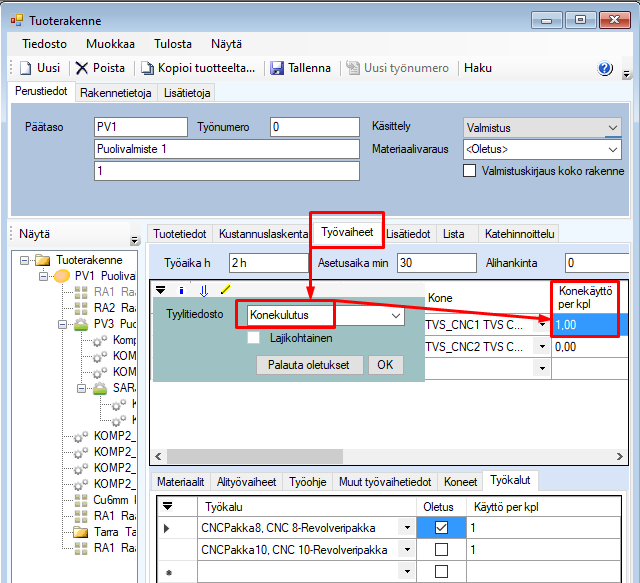
Kuva: Ensimmäisellä työvaiheella on
TVS_CNC1-kone, ja sille on lisätty Konekäyttö per
kpl -arvoksi 1, eli jokainen kappale jota valmistuskirjaat ensimmäisestä
vaiheesta, kasvattaa TVS_CNC1-koneen Käyttö-määrää
yhdellä.
Jos seuraat koneen käytön lisäksi työkalun käyttöä, niin
lisää samalla vaiheeseen liittyvät vaihtoehtoiset työkalut ja niiden Käyttö
per kpl -määrä. Muista valita myös Oletus-rasti sille työkalulle,
jota ohjelma olettaa käytettävän (jos oletusta ei ole valittu, niin ohjelma ei
ehdota mitään työkalua käytettäväksi).
Huomaa!
Ohjelma kierryttää koneella ja työkalulla
olevaa Käyttö per kpl -määrällä käyttökertoja. Aikaa (h) ohjelma summaa
työvaiheen aloituksen ja lopetuksen välisestä ajasta.
Kuva: Ensimmäiselle työvaiheelle on
valittu TVS_CNC1-kone, ja sen kolmesta työkalusta kahdella
työkalulla voi valmistaa tätä työvaihetta. Oletus-työkaluksi on valittu
CNCPakka1 ja Käyttö per kpl -arvo kasvaa 1kpl jokaisesta
valmistetusta kappaleesta.
Kun yllä olevat toimenpiteet on tehty, niin tästä eteenpäin
jokainen PV1-tuotteen aloitus ja lopetusleimaus kerää
CNC1-koneelle ja CNCPakka?-työkalulle tunteja ja valmistuskirjaus
käyttökertoja.
Kuva: START_HIDE_MACHINE-asetus
on 0 (eli ohjelma näyttää Kone-valintalistan ja
Työkalut-valintalistan arvoksi tulee Oletus-rastitetut
työkalut. Työkalut-valintalistassa ohjelma näyttää kaikki vaiheelle valitut
työkalut (ei koneen työkaluja, vaan vaiheen työkalut, eli vaiheella voi olla
monen koneen työkaluja).
Huomaa!
•
Jos vaiheen voi valmistaa usealla eri koneella, lisää vaiheelle kaikkien
koneiden vaihtoehtoiset työkalut, koska vaiheen aloittamisen yhteydessä ohjelma
hakee Työkalut-listaan vaiheelle lisätyt työkalut (eikä valitsemasi
koneen työkaluvalikoimaa).
•
Aloituskirjaus-näytön Työkalut-kentässä ohjelma näyttää
työkalun ID:n ja kun avaat Työkalut-valintalistan, niin ohjelma näyttää
kaikista valinnaisista työkaluista ID-, Tuotekoodi-,
Nimike-tekstit (työkalun ID on työnumerokohtainen)
Historia ja
huoltovälit
Konehistoria-näytössä voit seurata koneen ja
työkalun käyttötunteja ja kertoja. Lisäksi voit luoda niille käyttötunteihin tai
kertoihin liittyviä huoltovälisuunnitelmia.
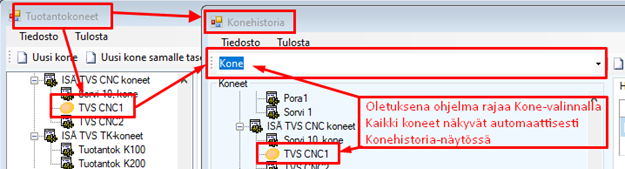
Kuva: Ohjelma näyttää
Tuotantokoneet-näytössä olevat koneet
Konehistoria-näytössä.
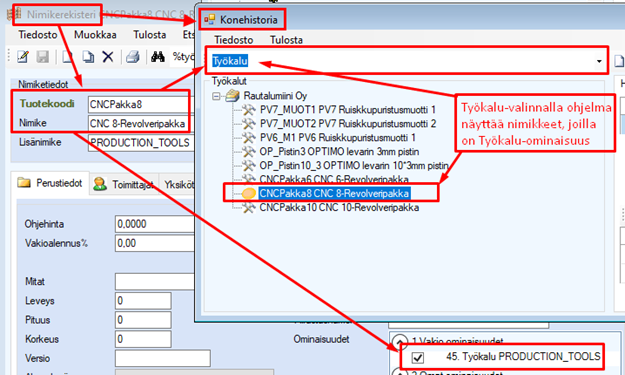
Kuva: Jos vaihdat rajaukseksi
Työkalu-valinnan, niin ohjelma näyttää työkalut.
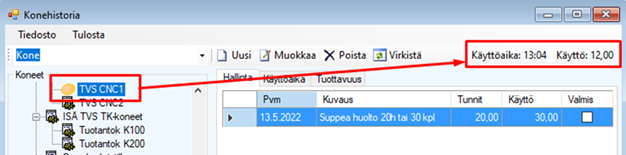
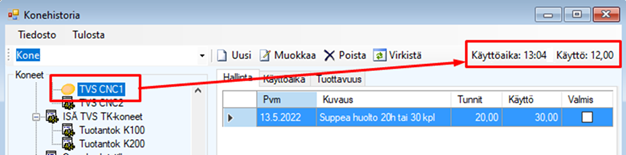
Kuva: Ohjelma näyttää aktiivisena
olevan koneen kuluvan hetken Käyttö- ja Käyttöaika-tilanteen
Konehistoria-näytössä.
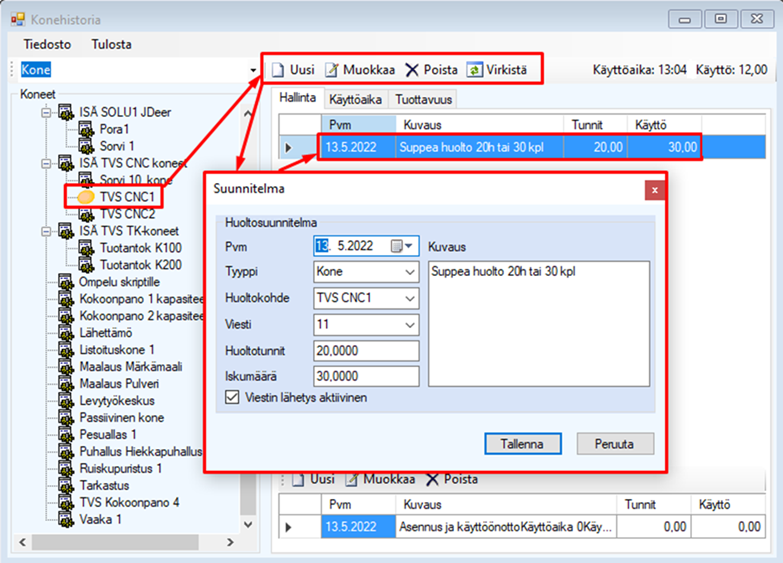
Kun haluat koneen käyttötuntien tai kertojen perusteella
huoltomuistutuksia, niin lisää uusi huoltosuunnitelma tai jokin muu koneelle
suunniteltu tapahtuma Konehistoria-näytön Uusi-toiminnolla.
Kuva: TVS_CNC1-koneelle on
lisätty uusi huoltomuistutus Uusi-toiminnolla
Suunnitelma-näytössä, josta lähtee lemonsoft sisäinen
Viesti-tapahtuma henkilölle numero 11. Viesti lähtee, kun
Huoltotunnit-arvo (20) tai Iskumäärä-arvo (30) ylittyy. Kirjoita
Kuvaus-kenttään mahdollisimman selkeä kuvaus huollosta.
Huomaa!
•
Sisäinen viesti lähtee ainoastaan kerran, sillä hetkellä kun kumpi
tahansa arvo ylittyy, eli Viestin lähetys aktiivinen -valinta täytyy
käydä lisäämässä aina viestin lähtemisen jälkeen uudelleen (se kannattaa lisätä
samalla kun luot huoltotapahtuman koneelle).
•
Voit käyttää myös ainoastaan toista arvoa, eli jos jätät Huoltotunnit- tai Iskumäärä-arvon nollaksi,
ohjelma ei lähetä huoltoviestiä.
Olemassa olevia rivejä pääset muokkaamaan Muokkaa
-toiminnolla.
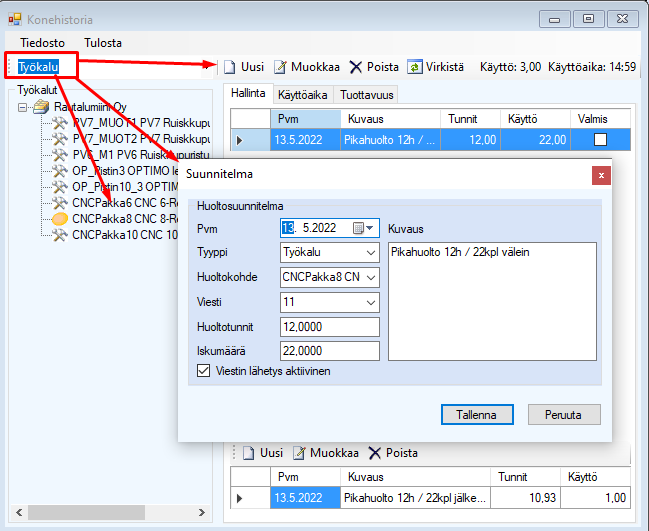
Täsmälleen samalla tavalla voit tehdä
Suunnitelma-rivin työkalulle.
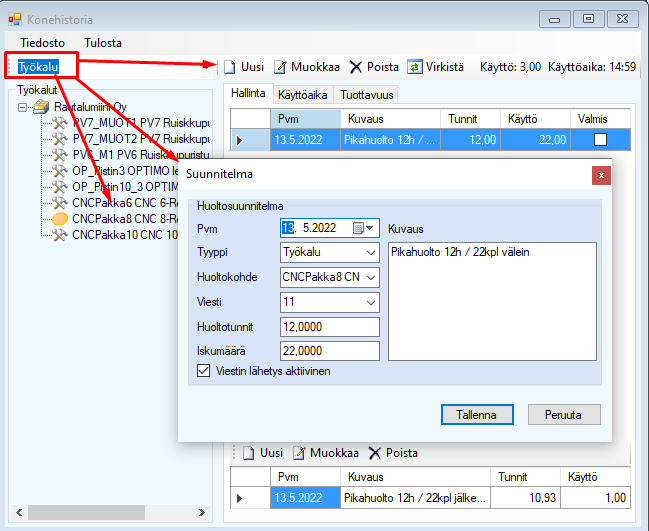
Kuva: Vaihda valintalistan arvoksi
Työkalu-niin voit tehdä työkalulle samalla tavalla suunnitelman,
koneelle.
Ohjelma lähettää sisäisen viestin huoltosuunnitelmalla
olevalle henkilölle, kun tuntien tai käyttökertojen perustella on huollon
aika.
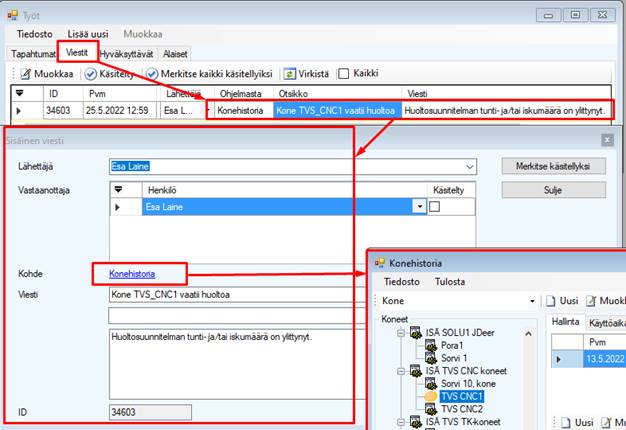
Kuva: Kun avaat viestin, pääset
Konehistoria-linkistä suoraan Konehistoria-näyttöön, jossa
luot uusia huoltotapahtumia.
Huollon tilaaminen
sisäisesti tai ulkoisesti
Kun huollon tilaamisen aika koittaa, lisää uusi
huoltotapahtuma Konehistoria-näytössä.
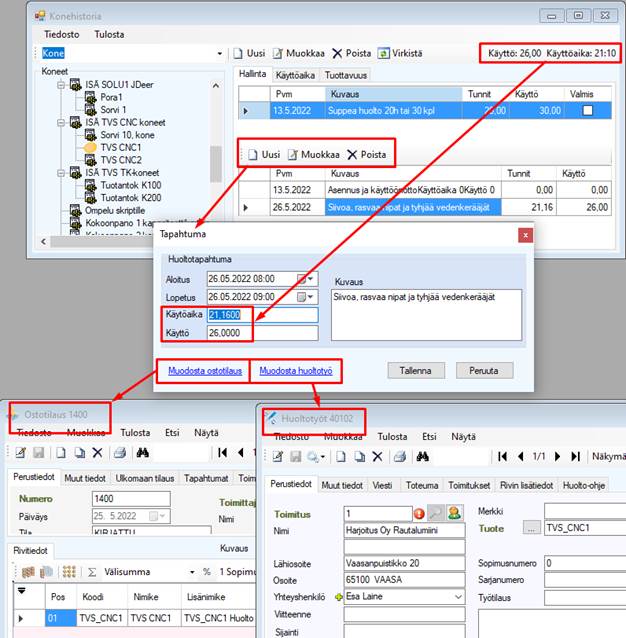
Kuva:
Konehistoria-näytössä on TVS_CNC1-kone aktiivisena ja ohjelma
on lähettänyt sen huoltotarpeesta viestin (koska Hallinta-välilehden
Suunnitelma-rajojen Tunnit-arvo (20) on ylittynyt (21,1h)).
Uusi-toiminnolla ohjelma täyttää kuluvan hetken Käyttöaika- ja
Käyttö-arvot. Lisää huollon Aloitus- ja Lopetus-päivä ja
aika ja tilaa huolto talon ulkopuolelta Muodosta ostotilaus -toiminnolla
tai tilaa talon sisäinen huolto Muodosta huoltotyö -toiminnolla.
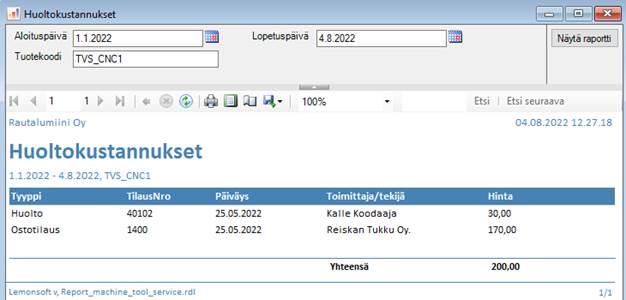
Kuva: Kun huoltotyöllä tai
ostotilauksella on hinta ja huoltotyöllä Tekijä-henkilö, niin ohjelma
näyttää ne Huoltokustannukset
(Report_machine_tool_service.rdl)-raportilla.
Käyttöaika
Konehistoria Käyttöaika -välilehdeltä näet koneelle
kirjatut tunnit yhteensä viikkokohtaisesti sekä Koneajan tarkoittain koneen
käynnissä oloaikaa. Mittarit -kohdissa seurataan Hallinta
-välilehden lukemia.
Ne viikot, joilla toimintaa ei ole ollenkaan jäävät
mittarilta pois. Mittarit näyttävät tilanteen kuluvasta päivästä kuusi kuukautta
taaksepäin.
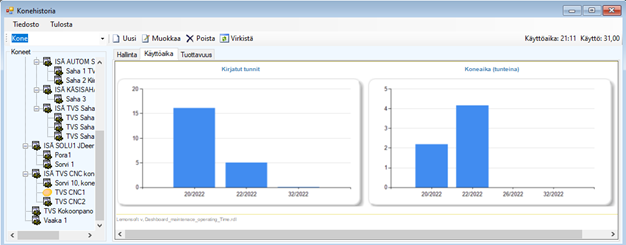
Kuva: Käyttöaika-välilehdellä
ohjelma näyttää käyttäjän kirjaamat Kirjatut tunnit – ja ohjelman
tallentamat Koneaika (tunteina) -graafit
Näytön pohjalla toimii
Dashboard_maintenace_operating_time.rdl- raportti, joten näyttöä voidaan
räätälöidä vastaamaan todellista tarvetta. Lisätietoja räätälöinneistä saat
Lemonsoftin myynnin kautta.
Tuottavuus
Konehistoria Tuottavuus -välilehdeltä näet tietoja
koneen tuottavuudesta, käyttöasteesta, läpimenoajoista sekä
valmistumisajoista.
Näytön pohjalla toimii SSRS -raportti, joten näyttöä
voidaan räätälöidä vastaamaan todellista tarvetta. Lisätietoja räätälöinneistä
saat Lemonsoftin myynnin kautta.

Tuottavuus:
Tuottavuus lasketaan
työvaiheittain siitä, montako kappaletta on leimattu valmiiksi. Tuottavuudella
mitataan konekohtaista tuottavuutta määrällisesti laskien, montako kappaletta
koneella valmistetaan viikossa.
Esimerkki:
PV1:llä on kaksi työvaihetta. Ensimmäisen
vaiheen koneena on K100 ja toisessa vaiheessa K200. Jos tuotantoon siirretään 10
kpl PV1:stä ja molemmista vaiheista leimataan valmiiksi 10, molempien koneiden
tuottavuus on 10 kyseisellä viikolla.
Käyttöaste:
Suunnitellut tunnit näyttävät koneen kapasiteetiksi
määritellyn ajan. Konetunnit näyttävät kuinka paljon koneella on tehty jotain
työvaihetta päivän aikana. Käyttöasteesta vähennetään se aika, jolloin koneella
ei ole ollut mitään työvaihetta menossa.
Esimerkki:
Läpimenoaika:
Läpimenoajalla kuvastetaan yhden kappaleen läpimenoaikaa,
jossa käytetty aika jaetaan valmistuvalla määrällä.
Läpimenoaika on hetki
työn aloituksesta siihen, kun tavara saapuu valmiina varastoon. Läpimenoaika
lasketaan konekohtaisesti.
Valmistumisaika
Valmistusaika lasketaan jakamalla määrä käytetyllä
ajalla.