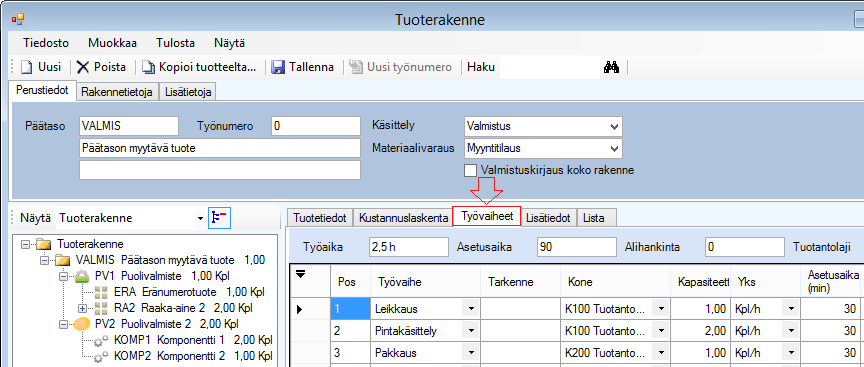
Kuva: Tuoterakenne -näytössä voit muokata rakenteen kaikkia tietoja, Työvaiheet-välilehdellä voit muokata vaiheita ja valita Tuotantolaji-valintalistasta oletustuotantolaji
Työvaiheilla kerrot tuotteelle, monellako työvaiheella ja millä ehdoilla tuote ajoitetaan ja valmistetaan.
Työvaiheita voit muokata Tuoterakenne- ja Työvaiheet-näytöissä.
Kuva: Tuoterakenne -näytössä
voit muokata rakenteen kaikkia tietoja, Työvaiheet-välilehdellä voit
muokata vaiheita ja valita Tuotantolaji-valintalistasta
oletustuotantolaji
Ohjelman Uusi tuotantotyö -näyttöön ehdottamaan Tuotantolaji-arvoa voit ohjata myös LTA:lla.
Kuva: Kun numerosarjoissa on
määritetty Tuotantolajit-näytössä tuotantolajille Vaasa-LTA,
yritystietojen Vaasa-toimipaikalle on lisätty LTA-arvoksi Vaasa ja henkilölle
Toimipaikka-arvoksi Vaasa, niin ohjelma ehdottaa uudelle
myyntitilausriville Tuotantolaji-arvoksi Vaasa.
Huomaa!
LTA-valinta myös rajaa tietojen
näkymistä, eli varmista ensin testaamalla, mikä tapa sopii yrityksellesi
parhaiten, eli kenelle kannattaa LTA-rajaus lisätä (ei välttämättä kaikille
kannata).
Normaalisti työvaiheella on aina koneena se kone, jolla vaihe valmistetaan. Mutta voit valita työvaiheen koneeksi myös isäkoneen (isäkonetunnus). Isäkonetta käytetään harvoin työvaiheen koneena, koska isäkoneen alla olevien koneiden käyttökustannukset vaihtelevat, eikä vaiheen tekijä pysty valitsemaan konetta millä oikeasti tekee työvaiheen (joten valmistaminen tai käyttötunnit yms. kohdistuu isäkoneelle, eikä koneelle, jolla työ oikeasti valmistetaan).
Kuva: Tuoterakenne -näytössä
työvaiheriveillä on eri tyylitiedostoja.
Kuva: Nimikerekisterin
tilannekohtaisesta valikon Työvaiheet… -toiminnolla voit muokata
pelkästään työvaiheita (näytössä ei ole käytettävissä kaikki
Tuoterakenne-näytön tyylitiedostot).
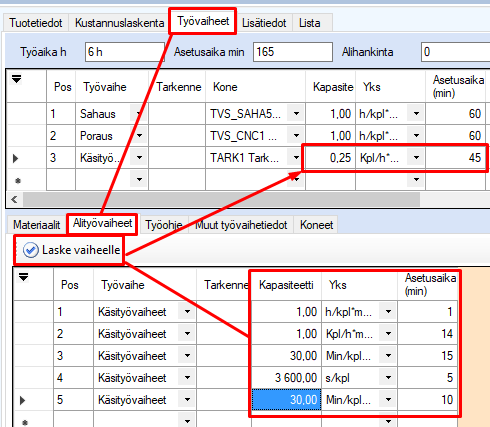
Työvaiheet-näytön yläosaan syötät varsinaiset työvaiheet. Alaosaan voit jakaa aktiivisen työvaiheen alityövaiheiksi.
Työvaiheet toimivat myös kuormituspisteinä. Ohjelma kuormittaa kutakin työvaiheen konetta ja koneryhmää kapasiteetin mukaan. Myös työajan kerääminen ja kohdistaminen tapahtuvat työvaihetasolla.
Alityövaiheita voit käyttää laskennan apuna. Alityövaihe ei näy tuotannossa, eikä niitä kuormiteta, eikä leimata.
Voit syöttää alityövaiheiden kapasiteetin kaikissa yksiköissä, asetusaika on aina minuuteissa.
Ohjelma muuntaa alityövaiheiden ajat sekunneiksi ja Alityövaiheet-välilehden Laske vaiheelle -toiminnolla muuntaa ajan Työvaiheet-välilehden kapasiteetiksi ja asetusajaksi.
Esimerkki:
Vaiheella on kaksi alivaihetta:
|
Alivaihe |
Kapasiteetti |
Yksikkö |
Min |
|
Sauma 1 |
10 |
min/kpl |
10 |
|
Sauma 2 |
2 |
Kpl/h |
30 |
Vaiheen yksikkö on Kpl/h ja kun valitset laske vaiheelle -toiminnon, tulee kapasiteetiksi 1.50. Minuuteissa kapasiteetti on (10+30=) 40minuuttia.
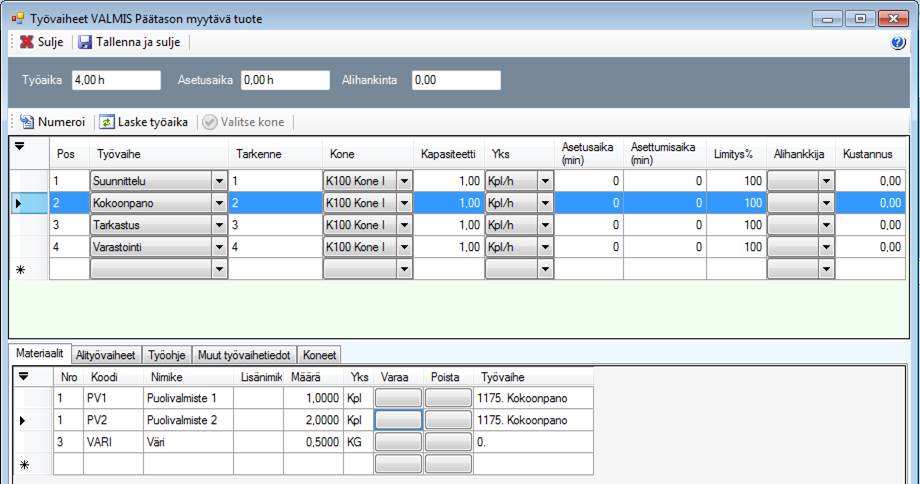
Kuva: Alityövaiheiden kesto on
yhteensä 4h, eli tuotetta valmistuu Työvaiheet-välilehden
Kpl/h-kapasiteettiyksiköllä 0,25kpl tunnissa. Min/kpl on parempi valinta
Työvaiheen-yksiköksi, koska Kpl/h-yksikön arvoksi tulee alle 1 (0,25
Kpl/h).
Vinkki!
Vältä työvaiheen
Kapasiteetti-sarakkeessa arvoja, jotka ovat alle 1 (esimerkiksi 0,25h/kpl
tai 0,25min/kpl). Käytä kapasiteetin yksikkönä aina yksikköä, jolle voit antaa
arvoksi kokonaisluvun jakojäännösten ja pyöristyserojen minimoimiseksi
(esimerkiksi 15min/kpl tai 15s/kpl).
Työvaiheet-välilehden sarakkeet:
|
Kenttä |
Selite |
|
Pos |
Työvaiheiden järjestyksen määräät pos-kentällä. Voit siirtää rivejä hiirellä toiseen paikkaan ja numeroida rivit uudelleen Numeroi-toiminnolla. Positionumeroita voi myös itse vaihtaa Huomaa! Samaa pos numeroa ei saa olla monella rivillä (tuotantoon ajoitus ei toimi). |
|
Työvaihe |
Syötä työvaiheet valitsemalla työvaihe pudotusvalikosta. Pudotusvalikkoon on listattu vakiotyövaiheet, joita pääset ylläpitämään Asetukset Valintalistat kohdassa Vakiotyövaiheet. |
|
Tarkenne |
Tarkenne on lyhyt informatiivinen työohje ja työvaiheen tarkenne. |
|
Kone |
Koneen valitset pudotusvalikosta. Koneet ylläpidät Tuotanto Koneet -näytössä. Tästä on oma lukunsa myöhemmin. |
|
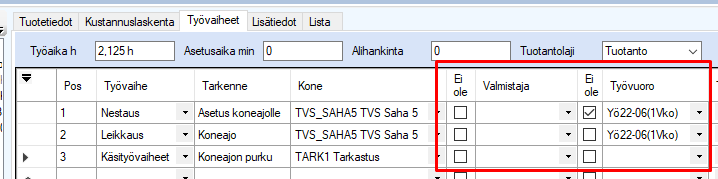
Ei ole (Valmistaja) |
Valmistaja-sarakkeen arvon vastakohta, Työvuorosuunnittelu-tyylitiedoston sarake.
Valmistaja-sarakkeen vasemmalla puolella olevaa Ei ole-arvoa voit käyttää ainoastaan Työvuorosuunnittelu-tyylitiedostosta ja sarakkeen valinta vaikuttaa ainoastaan Valmistaja-sarakkeeseen.
Esimerkki
Huomaa! |
|
Valmistaja |
Henkilörekisterin henkilö, jolla on asetettu työvuorosuunnittelussa työvuoro ja kone, jolle Taakse-, Eteen- ja Vapaana-ajoitukset ajoittavat työvaiheen (vain yksi henkilö voi olla valittuna). Työvuorosuunnittelu-tyylitiedoston sarake.
Esimerkki
Huomaa! |
|
Ei ole (Työvuoro) |
Työvuoro-sarakkeen arvon vastakohta. Työvuorosuunnittelu-tyylitiedoston sarake.
Työvuoro-sarakkeen vasemmalla puolella olevaa Ei ole-arvoa voit käyttää ainoastaan Työvuorosuunnittelu-tyylitiedostosta ja sarakkeen valinta vaikuttaa ainoastaan Valmistaja-sarakkeeseen.
Esimerkki
Esimerkki: Kalle työskentelee vuoroviikoin aamu- ja iltavuorossa. Yövuorossa on ainoastaan koneajo-henkilö (eli miehittämätön ajo).
Huomaa! |
|
Työvuoro |
Työvuorosuunnittelussa oleva työvuoro, jolle Taakse-, Eteen- ja Vapaana-ajoitukset ajoittavat työvaiheen (vain yksi työvuoro voi olla valittuna). Työvuorosuunnittelu-tyylitiedoston sarake.
Esimerkki
Huomaa! |
|
Työkalu |
Työkalu(t), jota voit kyseisellä vaiheella käyttää ja työkalun käyttömäärä per koneen käyttökerta. |
|
Kapasiteetti |
Kapasiteetti kertoo valmistusajan (standardiaika). Syötä kenttään joko montako kappaletta valitsemassasi yksikössä (ks. alta kohdasta Yksikkö) valmistuu, tai montako tuntia tai minuuttia valmistamiseen kuluu. |
|
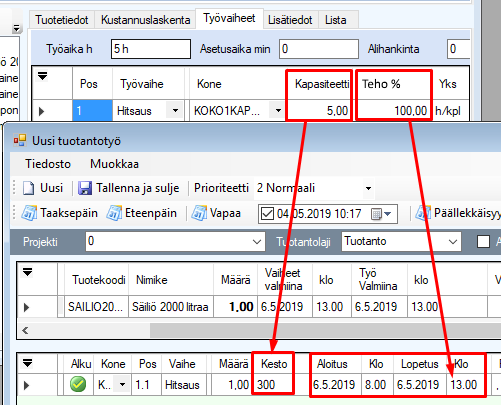
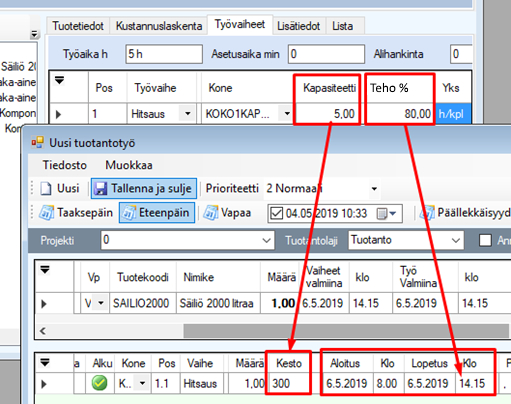
Teho % |
Tuotannon työvaiheella voit lisätä, tai vähentää työn tekemisen tehokkuutta prosentteina. Tyypillisesti Teho % -arvolla on tarkoitus pienentää kapasiteettia työvaiheilla, joilla on työskentelemässä ahtaassa tilassa useita henkilöitä (eli kaksi henkilöä ei tee työtä tuplasti nopeammin kuin yksi henkilö).
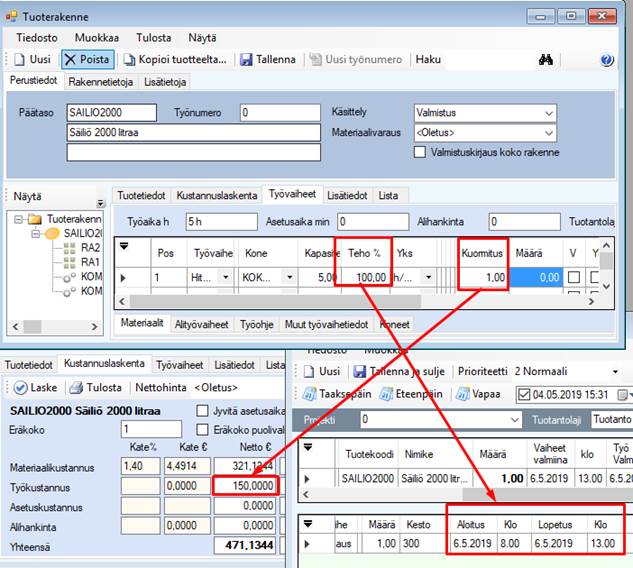
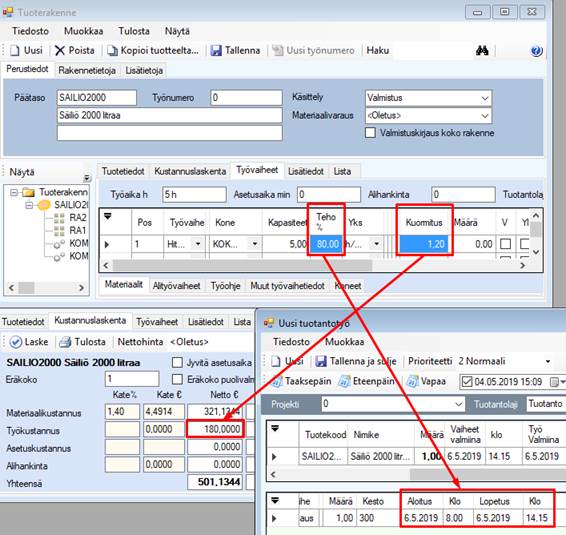
Teho % -sarakkeen arvon muuttaminen ei muuta tuotteen valmistuksen Kesto-aikaa, eikä siitä syystä myöskään tuoterakenteen Kustannuslaskenta-välilehden kustannusta. Teho % -sarakkeen arvon muuttaminen, muuttaa ainoastaan työtä ajoittaessasi työn aloituksen ja lopetuksen välistä aikaa.
Voit muuttaa työvaiheen Teho % -arvoa valitsemalla Tuoterakenne-näytössä Tyylitiedosto-arvoksi Toinen kuormitus. Tyylitiedostolla saat näkyviin Teho % -sarakkeen, jonka oletusarvona on 100%. Jos tehokkuusprosentti on alle 100%, työn valmistaminen kestää pidempään, jos se on yli 100%, työ valmistuu nopeammin.
Esimerkki Säiliön hitsaaminen kestää 5h, ja sitä on normaalisti hitsaamassa 1 henkilö.
Kun samaa säiliötä onkin hitsaamassa 3-henkilöä, niin he ovat hieman toistensa tiellä, siitä syystä vaiheen valmistumisen tehokkuutta on pienennetty kahdeksaan kymmeneen prosenttiin (80%).
Eli vaiheen aloittamisen ja valmistumisen välinen aika on pidempi, mutta kesto pysyy samana ja kun kesto ei muutu, kustannuslaskennassa työn osuuden kustannus ei myöskään muutu.
Teho % -muuttaminen vaikuttaa ainoastaan työn ajoittamiseen, voit vaikuttaa kustannukseen samassa tyylitiedostossa olevalla Kuormitus-sarakkeen arvolla (ja Lask. kapasiteetti). Kuormitus-sarakkeen arvolla voit vaikuttaa kustannuslaskentaan saman kaltaisesti kuin Teho % -luvun muuttaminen vaikuttaa ajoittamiseen. Lue lisää tästä samasta taulukosta hakusanalla Kuormitus / Toinen kuormitus. |
|
Yksikkö |
Tuotantoyksiköt, vakioyksiköitä ovat Kpl/h, Min/kpl, min ja h. Jos valmistusaika on pienempi kuin minuutti, lisää s/kpl -yksikkö ja anna valmistusaika sekunteina (muuten saattaa tulla jakojäännöksiä, joiden pyöristäminen vääristää valmistusaikaa). Kpl/h ja Min/kpl on yhden kappaleen valmistuksen aika, eli jos lisäät tuotantoon 10kpl, niin valmistusaika on kymmenkertainen. Käytössäsi on myös kiinteät määrästä riippumattomat Min ja h yksiköt, jotka ovat valmistettavasta määrästä riippumattomia. Määrästä riippumattomia yksiköitä käytetään tyypillisesti vaiheessa, jossa ei määrä juurikaan vaikuta vaiheen kestoon (esim. pienten kappaleiden terävien reunojen myllytys tai upotuspesu tms.). |
|
Asetusaika |
Asetusaika kertoo kauanko työvaiheen valmistelu kestää. Anna aika minuuteissa. Aika ei ole riippuvainen valmistettavasta määrästä. |
|
Asettumisaika (min) |
Kertoo ajan minuuteissa, kuinka kauan tuotteen pitää odottaa ennen kuin seuraava työvaihe voidaan aloittaa, tai paljonko ajoitus lisää Vaiheet valmiina -aikaan Työ valmiina -ajaksi (eli kuinka kauan maalin pitää kuivua viimeisen vaiheen maalauksen jälkeen että työ on valmiina). Tässä toiminnossa seuraava vaihe voi alkaa täsmälleen annetun minuuttimäärän jälkeen. Jos täsmällinen aika loppuu koneen kapasiteetin ulkopuolella, niin ajoitus etsii eteenpäin koska kapasiteettia löytyy.
Lue lisää tältä sivulta hakusanalla Asettumisajan käyttö. |
|
Asettumisaika (vrk) |
Luku kertoo, miten monen vuorokauden kuluttua seuraava työvaihe voidaan aloittaa. Tässä toiminnossa vuorokausi alkaa 00:00.
Lue lisää tältä sivulta hakusanalla Asettumisajan käyttö. |
|
Urakkahinta |
Työvaiheen urakkahinta per kpl. Jos haluat vaiheelle urakkahinnan, niin vaiheella ei saa olla Alihankkija-solun arvo täytyy olla tyhjä (muuten ohjelma tulkitsee vaiheen alihankinnaksi, eikä urakaksi). |
|
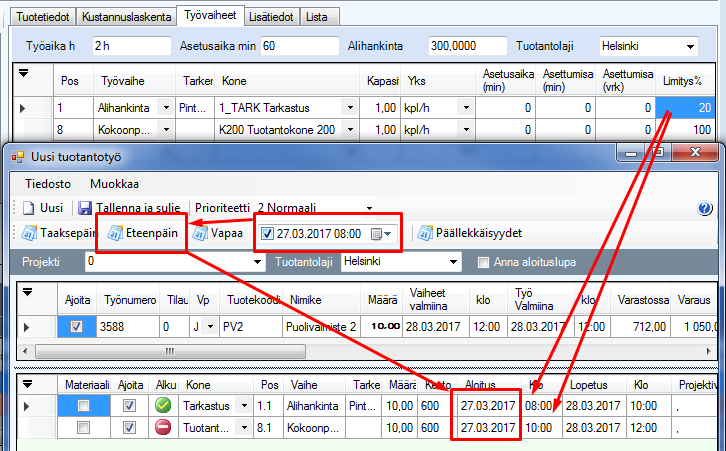
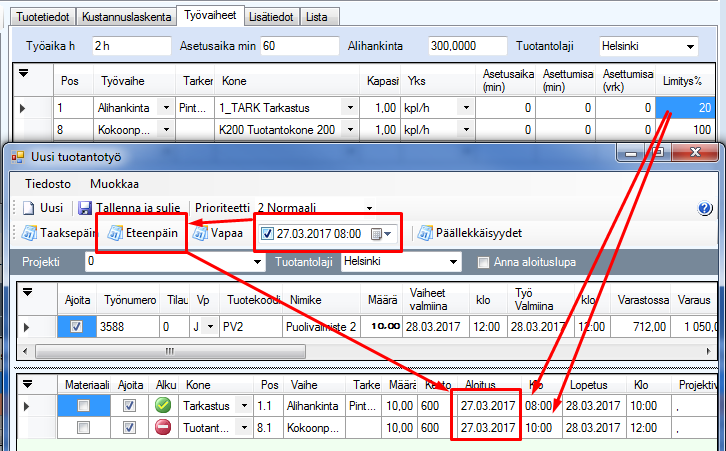
Limitys% |
Limitys%-arvo kertoo montako prosenttia (%) vaiheen
määrästä pitää olla valmiina, ennen kuin ohjelma antaa seuraavalle
vaiheelle aloitusluvan.
Limitys on tarkoitettu päästämään osa sarjan määrästä seuraavaan työvaiheeseen, ennenkö edeltävästä vaiheesta on valmistunut jokainen kappale. Eli toiminto on parhaimmillaan, kun valmistat pitkiä sarjoja (esim. satoja tai tuhansia kappaleita), tai työvaiheen kesto on puoli- tai monta päivää. Toiminto ei ole välttämättä kovin käytännöllinen rakenteissa, joissa valmistat yksittäiskappaleita tai muutaman kappaleen sarjoja. Limitysprosentilla tarkoitetaan valmistettavan määrän limittämistä niin, että limitettävää työvaihetta seuraava vaihe saa Alku-luvan, vaikka edeltävästä vaiheesta ei olekaan tehty koko määrää. Tämä aiheuttaa sen, että työvaiheiden valmistusajat limittyvät myös.
Mikäli asetat työvaiheelle limitykseksi esimerkiksi 20%. Uusi tuotantotyö-näytön Eteenpäin-ajoituksella ohjelma ajoittaa seuraavan vaiheen alkamaan, kun ensimmäisen vaiheen aloituksesta on kulunut 20% aikaa.
Mikäli työvaiheella olisi vielä Asetusaika-arvona 60min, toinen vaihe ajoittuisi alkamaan 27.03.2017 klo 11:00. Asettumisaikojen käyttö työntäisi toisen vaiheen alkua vielä pidemmälle eteenpäin. Kun leimaat saman esimerkin työtä ensimmäisestä vaiheesta valmiiksi 20%, eli 2kpl saa toinen vaihe Alku-luvan. Tällä tavalla voit hyödyntää Tuotannon työjono –näytössä olevaa Alku-lupa valintaa, eli saat työjonoon näkyviin ainoastaan vaiheet, joita on lupa tehdä.
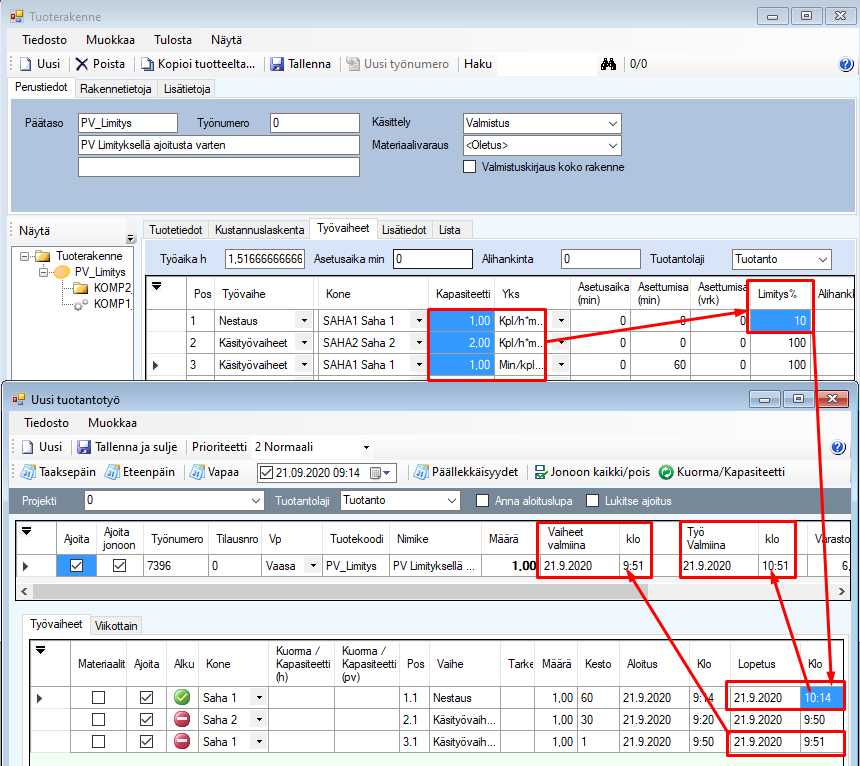
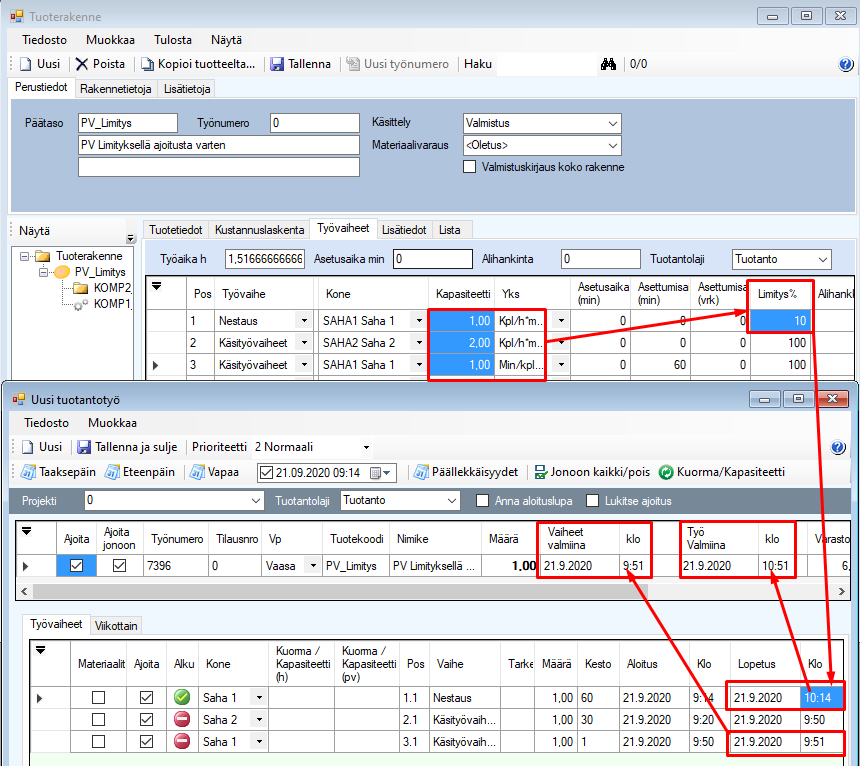
Jos käytät limitysprosenttia, seuraa Työ valmiina -aikaa eikä Vaiheet valmiina -aikaa, koska Vaiheet valmiina -aika näyttää aina viimeisen vaiheen valmistumisaikaa ja limitys% aiheuttaa ajoituksen yhteydessä helposti sen, että jonkun viimeistä edeltävä vaihe ajoittuu valmistumaan myöhemmin kuin viimeinen vaihe.
Asettumisaikojen käyttöä samaan aikaan limitysprosentin kanssa kannattaa harkita tarkoin koska ne kumoavat toisensa.
Huomaa! -Limitys ei vaikuta monitasoisessa rakenteessa tasojen välillä, eli et voi VALMIS-tuotteen limitysprosentilla limittää PV1-tuotetta koska viimeiselle työvaiheella ei voi käyttää limitysprosenttia. -Taaksepäin -ajoituksessa myöhäisimpänä valmistuvan vaiheen päivä ja kellonaika on voimakkaampi Työ valmiina -päivänä ja kellonaikana kun ankkuri päiväksi ja kellonajaksi asettamasi aika. -Laske materiaalitarve -laskennan kanssa tulee ongelma, jos jostain syystä joudut limittämään aikaisempia vaiheita niin paljon että aikaisempi vaihe valmistu ennen viimeistä vaihetta ja käytät Laske materiaalitarve -toimintoa. -Et voi käyttää Limitys%-arvona kuin 100, jos FREE_TIMING-asetuksen arvo on 1. - CHECK_START_CODE-asetuksella valita antaako ohjelma seuraavalle vaiheelle Alku-luvan edellisen, vai kaikkien edellisten vaiheiden Tila-arvon perusteella. Lue lisää hakusanalla CHECK_START_CODE
Oletuksena limitys on 100% joka tarkoittaa sitä, että työvaiheet ajoittuvat peräkkäin ja edellinen työvaihe täytyy olla Valmis-tilassa ennenkö ohjelma antaa seuraavalle työvaiheelle Alku-luvan. Asetus ja Asettumis-ajat vaikuttavat myös ajoitukseen vaiheella olevan limitysprosentin mukaan. Lue limityksen oletusarvosta hakusanalla Oletuslimitys. |
|
Kuormitus / Toinen kuormitus |
Tuotannon työllä voit lisätä tai vähentää tuotteen valmistuksen tehokkuutta työn kustannuksien osalta. Kuormitus-luku on työvaiheella oleva kerroin, joka vähentää, tai lisää koneen kuormitusta. Tyypillisesti Kuormitus-luvulla on tarkoitus heikentää tehokkuutta. Kun koneen tehokkuus pienenee, vaiheen valmistuskustannukset kasvavat, vaikka työn valmistusaika ei muutu.
Idea on täysin sama kuin Teho % -arvon muuttamisessa. Erona näissä on se, että Kuormitus-arvon muutoksessa muuttuu valmistuskustannus, mutta ei valmistusaika. Teho %-arvon muutoksessa muuttuu valmistusaika, mutta ei valmistuskustannus.
Voit muuttaa työvaiheen Kuormitus-arvoa valitsemalla Tuoterakenne-näytössä Tyylitiedosto-arvoksi Toinen kuormitus. Tyylitiedostolla saat näkyviin Kuormitus-sarakkeen, jonka oletusarvona on 0.
Käyttöönotto Muuta ensin kuorman käsittely prosenteiksi muuttamalla toimintokeskuksen LOAD_OPTION-asetuksen arvoksi 1 (lue lisää hakusanalla LOAD_OPTION). Lisää koneille (joilla haluat Kuormitus-arvoa käyttöä), Lask. kapasiteetti -arvoksi esimerkiksi 1 ja työvaiheen Kuormitus-arvoksi esimerkiksi 1. Ohjelma jakaa Työkustannus-arvon Lask. kapasiteetti -arvolla. Ohjelma kertoo Työkustannus-arvon Kuormitus-arvolla.
Esimerkki
Jos toimintokeskuksen
LOAD_OPTION-arvo on 1 ja
Ohjelma jakaa
Työkustannus-arvon Lask. kapasiteetti -arvolla, eli Jos yllä
olevan esimerkin teet koneen Lask. kapasiteetti -arvolla 2, koneen
nopeus kaksinkertaistui ja Työkustannus puolittui (150/2=75€).
Kuormitus-muuttaminen vaikuttaa ainoastaan työn kustannuslaskentaan, samassa tyylitiedostossa olevalla Teho % -sarakkeella voit vaikuttaa myös työn ajoittamiseen saman kaltaisesti kun Kuormitus-arvon muuttaminen vaikuttaa kustannuslaskentaan. Lue lisää tästä samasta taulukosta hakusanalla Teho %. |
|
Määrä |
Esimerkiksi lasialalla
merkitse Määrä-arvoksi identtisten lasien määrä (mitat, hionta tai
poraus). Lue tästä alapuolelta lisää hakusanalla V, Ylä, O, Ala. |
|
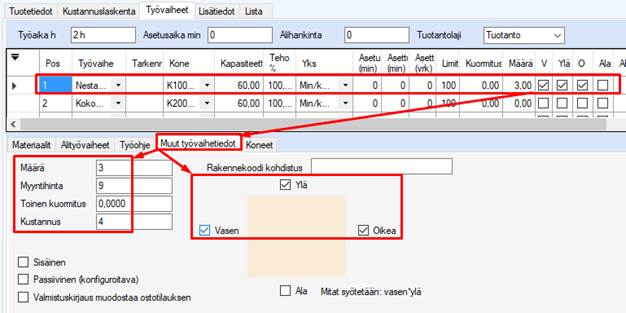
V, Ylä, O, Ala Lasiala |
Esimerkiksi lasialalla voit merkitä vaiheelle hiottavat reunat Vasen-, Ylä-, Oikea- ja Ala-valinnoilla.
Lisää Vasen-, Ylä-, Oikea-, Ala-valintojen yhteydessä työvaiheelle (Toinen kuormitus -tyylitiedostossa) tai vaiheen Muut tiedot -välilehdellä samanlaisten kappaleiden Määrä-arvo, Kustannus-arvoksi hionnan/porauksen tms. työn kustannus ja Myyntihinta-tiedot, jolla kerrot esimerkiksi reunahionnan tai reikien myyntihinnan.
Vasen-, Ylä-, Oikea-, Ala-valinta kertoo ohjelmalle mitä mittoja ohjelma laskennassa käyttää. Esimerkiksi lasin Tuoterakenne-näytön Tuotetiedot-välilehden Mitat-arvosta 1500*500, Vasen- ja Oikea-valinta on ensimmäinen mitta (eli vasen=1500 ja oikea=1500). Ylä- ja Ala-valinta on toinen mitta (eli ylä=500 ja ala=500), työvaiheen Kapasiteetti-arvo
Voit vaikuttaa materiaalin tuotantovarauksen ja varastosta oton määrään P_STRUCTURE_AMOUNT2-asetuksella ja PRODUCTION_AMOUNT2TI-asetuksella voit valita kertooko ohjelma työajan Muut työvaihetiedot -välilehden Määrä-arvolla. |
|
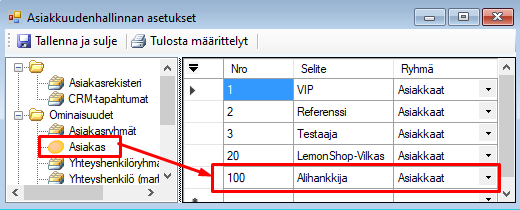
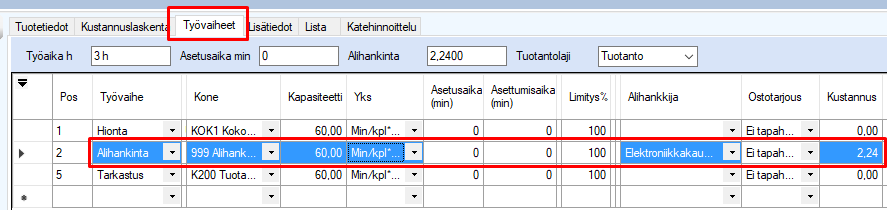
Alihankkija |
Alihankkijayritys, jolle
ohjelma muodostaa alihankintaostotilauksen.
Huomaa! Jos valitset Alihankkija-valintalistaan yrityksen, täytä aina Kustannus-solun arvoksi vähintään arvio alihankinnan kustannuksesta.
Lue alihankintavaiheesta lisää hakusanalla Alihankkija työvaiheella (alihankinta). |
|
Ostotarjous |
Mikäli Alihankkija tieto on annettu, käytetään Ostotarjous-tietoa seuraavasti: Ei tapahtumaa: Alihankkija ja kustannus on asetettava, tämän tyyppinen alihankintavaihe ei tule ostotyökalun Alihankinta-välilehdelle näkyviin koskaan. Pyydä ostotarjous: Oletus alihankkija ja kustannus on annettava. Tämän tyyppinen alihankintavaihe näkyy ostotyökalun Alihankinta-välilehdelle. Ostotarjous pyydetty: Oletus alihankkija ja kustannus on annettava. Tämän tyyppinen alihankintavaihe näkyy ostotyökalun Alihankinta-välilehdelle. Ostotarjous hyväksytty: Oletus alihankkija ja kustannus on annettava. Tämän tyyppinen alihankintavaihe näkyy ostotyökalun Alihankinta-välilehdelle. |
|
Kustannus |
Alihankinnan kustannus.
Jos valitset Alihankkija-valintalistaan yrityksen, täytä aina Kustannus-solun arvoksi vähintään arvio alihankinnan kustannuksesta. Koska jos SUBCONTRACT_MARK-asetuksen arvo on # ja alihankinnan hinta on 0, ostohinnaksi tulee 0. Jos SUBCONTRACT_MARK-asetuksen arvo on tyhjä, ostotilausten hintahakulogiikka hakee tuotteen hinnan nimikerekisteristä ja hinnastosta. Eikä 0€, tai tuotteen myyntihinta ole koskaan oikea alihankintavaiheen hinta. |
|
Raportti |
Kun valmistat vaiheen, ohjelma avaa kenttään kirjoittamasi tarraraportin automaattisesti. Lisää tarraraportin nimi työvaiheen Raportti-soluun manuaalisesti. Raporttiin tulee oletuksena rajauskentät työnumero sekä leimaustapahtuman id. Mikäli asettamassasi raportissa ei ole kyseisiä kohtia tyhjennä rajaukset.
Lemonsoft-versiossa voit laittaa vaiheen raportiksi Crystal, tai Dynaamisen Tarra-raportin
LemonOnline-versiossa voit laittaa vaiheen raportiksi ainoastaan dynaamisen Tarra-raportin, vakioraporttina löytyy Tarra (Form_production_labels.rdl)-raportti. Jos lisäät räätälöidyn raportin, kannattaa räätälöinnin pohjaksi ottaa Tarra (Form_production_labels.rdl)-raportti, koska siinä on valmiiksi iWorknumber ja iWorkhour-muuttujat (ilman niitä raportin esikatselu päätyy konsolivirheeseen, eikä raportti tulostu). |
|
Henkilömäärä |
Henkilömäärällä voidaan vaikuttaa tuotteen kustannuslaskentaan. Kohtaan kerrotaan työvaiheella työskentelevien henkilöiden määrä. Mikäli tätä käytetään, otetaan koneen hinnasta yleensä henkilön kustannuksen osuus pois osittain tai kokonaan. |
|
Henkilöhinta |
Henkilöhinnalla voidaan vaikuttaa tuotteen kustannuslaskentaan. Henkilöhinnalla kerrotaan yksittäisen työvaiheella työskentelevän henkilön tuntihinta Lue Henkilökustannus-tyylitiedoston kentistä Koneen tuntihinta -hakusanalla |
|
Makkeli |
”Hukkamateriaali / ylijäämä”. Esimerkiksi paino1*-alalla kone saattaa tehdä vähintään 100 esitettä, vaikka vain 50 myydään. |
|
Standardi |
Laatustandardi, joka on kohdistettu vaiheeseen. Lue lisää hakusanalla Laadunvalvonta. |
|
Sis. |
Ei käytössä. Voit käyttää esimerkiksi räätälöidyllä raportilla rajauksissa. |
|
Osaamisvaade |
Tulossa ominaisuuksia, mutta ei vielä käytössä |
Näet vaiheiden yhteenlasketut ajat ja alihankinnan kustannukset ikkunan yläosassa. Voit virkistää tiedot laske työaika -toiminnolla.
Limitys% tiedon oletusarvon on 100. Voit muuttaa oletusarvoa toimintokeskuksessa kohdassa tuotanto muuttujan INTERLEAVE avulla.
Voita muuttaa vaiheiden järjestystä muuttamalla vaiheen
numeroa Pos -sarakkeessa, ohjelma listaa vaiheet työmääräimelle
Pos-sarakkeen mukaisessa järjestyksessä. Voit siirtää rivejä
hiirellä paikasta toiseen ja numeroida rivit uudelleen
numeroi-toiminnolla.
Työvaiheen työohje
Voit syöttää kullekin työvaiheelle työohjeen ja ohjelmanumeron Työohje -välilehdellä.
Cad-kuvat tms. voit liittää tuotteelle linkkeinä.
Asetusaika
Asetusajalla tarkoitetaan sitä aikaa, joka kuluu työvaiheen valmisteluun. Asetusaika ei ole yleensä riippuvainen valmistettavasta määrästä, vaan ohjelma jakaa asetusajan tuotantoon lisäämällesi määrälle. Voit tosin syöttää asetusajan varsinaisellekin vaiheelle. Tällöin aikaa ei erikseen kerätä työaikaleimauksissa.
Lue ohjeesta Tuotannon toimintokeskus asetukset -sivulta Asetusaika-hakusanalla ja hakusanalla Tuoterakenteen kustannuslaskenta.
Kustannuslaskenta
Lue ohjeesta Tuotannon toimintokeskus asetukset -sivulta Kustannuslaskenta-hakusanalla ja hakusanalla Tuoterakenteen kustannuslaskenta.
Asettumisaika
Asettumisajalla tarkoitetaan sitä aikaa, joka kuluu työvaiheen jälkeiseen tuotteen tai materiaalin asettumiseen (esim. Maalin kuivuminen). Asettumisaika ei ole riippuvainen valmistettavasta määrästä, vaan ohjelma laskee keston syöttämiesi minuuttien tai päivien mukaan. Tämä aika ei vaikuta kustannuslaskentaan, mutta vaikuttaa ajoituksiin työvaiheita ajoitettaessa tuotantoon.
Asettumisajan käyttö
Työvaiheelle voit lisätä Asettumisaikaa minuutteina tai vuorokausina. Asettumisaika(vrk) siirtää seuraavan vaiheen alkamaan seuraavan vuorokauden puolelle. Viimeisellä vaiheella ollessa se siirtää Työ valmiina -päivämäärää. Tarkoituksena on helpottaa työvaiheiden väliin tarvittavien vuorokausien antamista ilman kellonajan pakottamista.
Jos työvaiheella on asetettu sekä Asettumisaika(min) että Asettumisaika(vrk) niin ohjelma muuntaa molemmat arvot minuuteiksi ja käyttää aina suurempaa arvoa. Eli kenttiä ei voi käyttää yhtä aikaa niin että ohjelma laskisi niiden arvoja yhteen.
Kuva: Jokainen työvaihe alkaa eri päivänä
klo 08:00 kun koneiden kapasiteetti alkaa.
Huomaa!
Asettumisaika(vrk) ei ole 24h, se siirtää
vaiheen ainoastaan seuraavan vuorokauden puolelle kello 00:00.
Esimerkiksi Asettumisaika(min) 7200 min siirtää seuraavan vaiheen alkamista täsmälleen 7200 minuuttia. Asettumisaika(vrk) siirtää 5 vuorokautta kello 00:00-hetkeen. Eli seuraava työvaihe ajoitetaan alkamaan viiden päivän kuluttua heti kun koneelta löytyy kapasiteettia.

Kuva: Työvaiheella Asettumisaika(vrk).
Molemmissa työvaiheissa käytetään Asettumisaika(min) arvoa eli 5pv
(7200/60min/24h=5pv), koska se on suurempi kun 2pv.
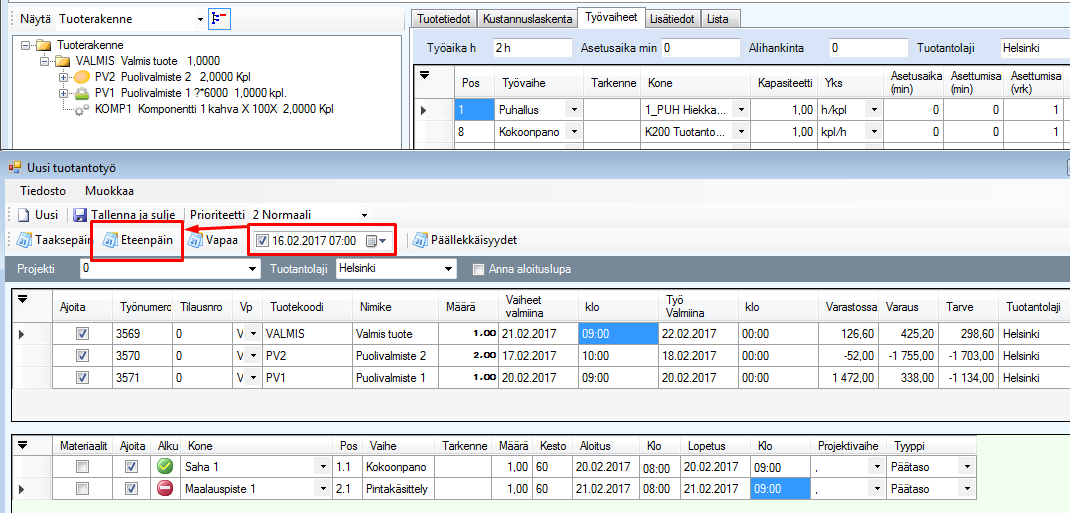
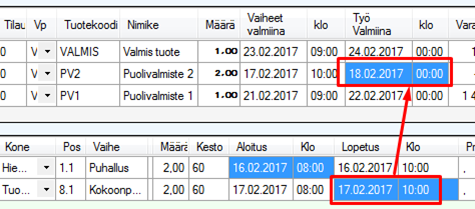
Esimerkki VALMIS tuotteen ajoittamisesta niin että PV2 ja PV1 siirretään tuotantoon samalla. Jokaisella tuotteella on kaksi vaihetta (kesto 1h/vaihe) ja vaiheella on Asettumisaika(vrk) arvona 1 ja työvuorot alkavat jokaisella koneella 08:00.
Kuva: Ajoituksen ankkuripäivä ja aika on
16.02.2017 07:00 (Huom, koneiden kapasiteetti alkaa klo 08:00).
Yllä olevan esimerkin ajoitus purettuna tuotteittain listamuotoon.
|
Tuote |
Vaiheiden ajoitus ja työ valmiina |
|
PV2 |
|
|
PV1 |
|
|
VALMIS |
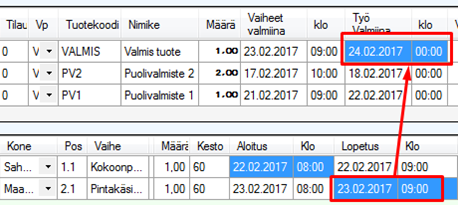
Kuva: Ensimmäinen vaihe keskiviikkona 22.2 Kello
8-9. Toinen seuraavana päivänä Kello 8-9. |