Kuva: Vapaa-ajoitus löysi 6.3 klo 12:45 -ankkuriajasta eteenpäin etsiessään ensimmäisen vapaan kapasiteettiminuutin 11.3 11:11 ja toiselle vaiheelle 21:00 eteenpäin.
Voit määrätä Tuoterakenne-näytön Työvaiheet-välilehdellä työvaihekohtaisesti Valmistaja-henkilön tai Työvuoro-valinnan (Työvuorosuunnittelu-tyylitiedostossa), joiden perusteella ohjelman Taakse-, Eteenpäin ja Vapaa-toiminnot ajoittaa työn tehtäväksi tietylle työvuorolle, tai tietyn henkilön työvuorolle. Voit valita myös vastakohdan, eli henkilön tai työvuoron jolle ohjelma ei ajoita työtä. Voit myös muuttaa vakiorakenteesta tulevia oletusarvoja Uusi tuotantotyö - ja Työn tiedot -näytössä.
Suositus:
Käytä vain
Valmistaja- tai Työvuoro-valintaa yhdellä työvaiherivillä (ei
molempia samalla vaiheella). Kannattaa suosia Työvuoro-valintaa,
henkilövalinta on järkevä valinta lähinnä roboteille, eli koneille, jotka
pystyvät suorittamaan miehittämättömiä ajoja.
Vinkki:
Valmistaja-valintalista
tukee PRODUCTIONPERSONS-asetusta
ja Vapaa-toiminnon kanssa kannattaa käyttää FREE_TIMING-
ja CHECK_OVERLAPPING-asetuksia.
Huomaa!
Valmistaja- ja Työvuoro-arvot
vaikuttavat ajoitukseen ainoastaan vaiheilla, joiden koneella kapasiteetti tulee
työvuorosuunnittelusta.
Lue lisää hakusanalla Työvaiheet valmistaja työvuoro
Alla olevien ajoitusesimerkkejä varten valmistelut:
1. FREE_TIMING-asetuksen Arvo=1
2. CHECK_OVERLAPPING-asetuksen Arvo=2
3. Työvuorosuunnitteluun on perustettu Aamu-, Ilta- ja Yövuoro-vakiokalenterit (vuoro viikoin aamuvuoro/iltavuoro ja yövuoro alkaa arki-iltaisin 22-06).
4. SAHA5-koneen Laskentatapa-arvona on Työvuorosuunnittelu
5. SAHA5-koneen yövuoroa varten on perustettu KoneAjo S5 -henkilö (joka on yövuorossa)
6. TARK1- ja KOK1-koneiden Laskentatapa-arvona on Kiinteä kapasiteetti (Tark1-, KOK1- koneilla ma-pe, klo 8-16, KOK2-koneella 21-06)
7. Työvuorosuunnittelussa
a. KoneAjo S5 -henkilölle on lisätty Yövuoro (Kapasiteetti%-arvoksi 100),
b. Kalle Koodaaja on parillisilla viikoilla aamussa ja parittomina illassa,
c. Heikki Hurjalla on päinvastaiset työvuorot.
d. Kallelle ja Heikille on lisätty Koneet-listaan SAHA5-kone (Kapasiteetti%-arvoksi 100) sekä Tark1-kone (et voi määrittää %-arvoa, koska koneella on kiinteä kapasiteetti)
Huomaa!
Ohjeenkirjoitushetkellä ohjelma tutkii ensin, onko päivän (eikä työvuoron), kapasiteetti käytetty ja vasta sen jälkeen työvuoron kapasiteettia. Tämä saattaa aiheuttaa päällekkäisyyksiä, tai tyhjiä välejä työvuoroihin myös Vapaa-, että Automaattiajoitus 1-ajoitustavoilla.
Esimerkki 1
Tämä esimerkki vaatii valmistelut 1,2,6
Kiinteän kapasiteetin koneilla et voi valita valmistajaa tai työvuoroa, mutta ohjelma osaa kuitenkin ajoittaa koneiden kellonaikaväliin ja keskiyön yli.
Kuva: Vapaa-ajoitus löysi 6.3
klo 12:45 -ankkuriajasta eteenpäin etsiessään ensimmäisen vapaan
kapasiteettiminuutin 11.3 11:11 ja toiselle vaiheelle 21:00 eteenpäin.
Esimerkki 2
Tämä esimerkki vaatii valmistelut 1,2,3,4,7b,7d
PV_Kal-tuotteen työvaiheet halutaan ohjata Kallen työjonoon (työvuorolle) aina, eli vaiheille on valittu Valmistaja-henkilöksi Kalle (Kalle on vuoroviikoin aamu-/iltavuorossa).
Kuva: 13.3 ankkuripäivällä
Vapaa-ajoitus löytää Kallelta ensimmäisen vapaan minuutin Kallen
iltavuorolta ja ajoittaa vaiheet 15.3 klo 14:00 eteenpäin.
Esimerkki 3
Tässä esimerkissä työt ja ajoitus halutaan tehdä mahdollisimman tarkasti ja tämä vaatii kaikki valmistelut (1-7)
PV2TVS-tuotetta valmistetaan SAHA5-koneella miehittämättömänä koneajona öisin. Asetusten, eli koneajon valmistelu ja käynnistys halutaan ajoittaa tehtäväksi juuri ennen yövuoron alkamista. Koneajo käy sitten ”aamuun asti” ja aamulla koneajon jäljet puretaan.
Huomaa!
Yllä mainittu ”…koneajon valmistelu ja
käynnistys halutaan ajoittaa tehtäväksi juuri ennen yövuoron alkamista…”
-pakottaa lukitsemaan ajoitukset jos käytössä on automaattiajoitus.
Tuoterakenne halutaan määrittää niin, että ohjelma ei ajoita asetusvaihetta yövuorolle ja koneajo pitää ajoittaa yövuorolle, asetusten teko ja koneajo varaavat SAHA5-koneen, mutta purku ei.
Kuva: Ohjelma ei ajoita
PV2TVS-tuoteen Nestaus-vaihetta koskaan Yövuorolle.
Leikkaus-vaiheen ohjelma ajoittaa ainoastaan yövuorolle ja
käsityövaiheella ei ole mitään valmistaja- tai työvuoropakotuksia.
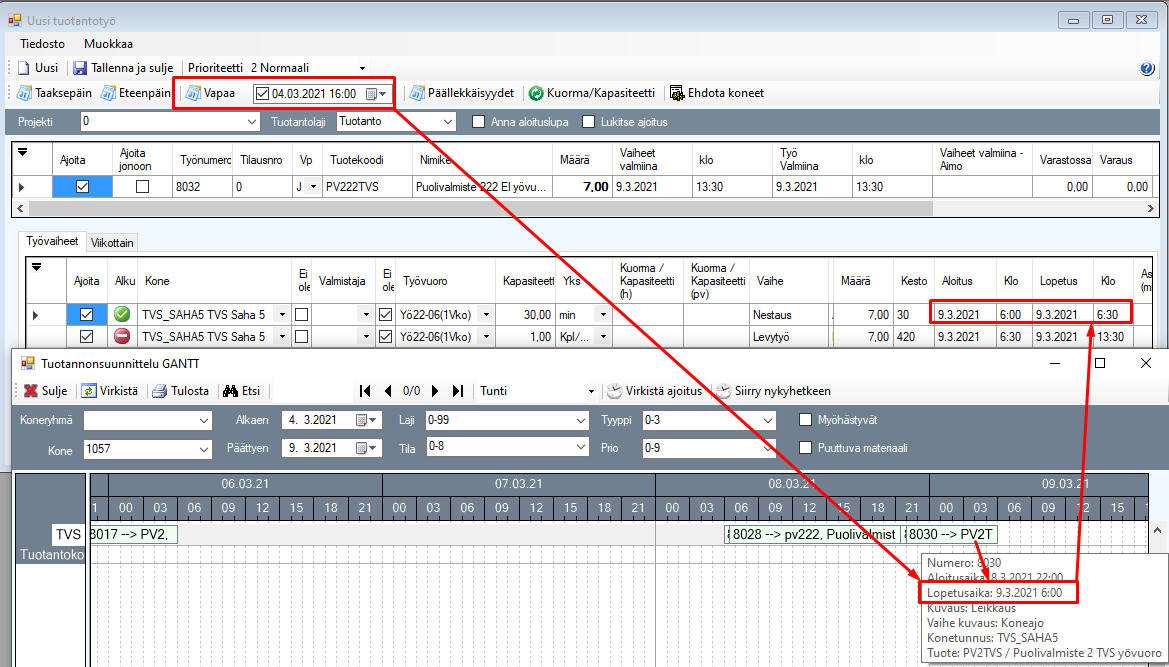
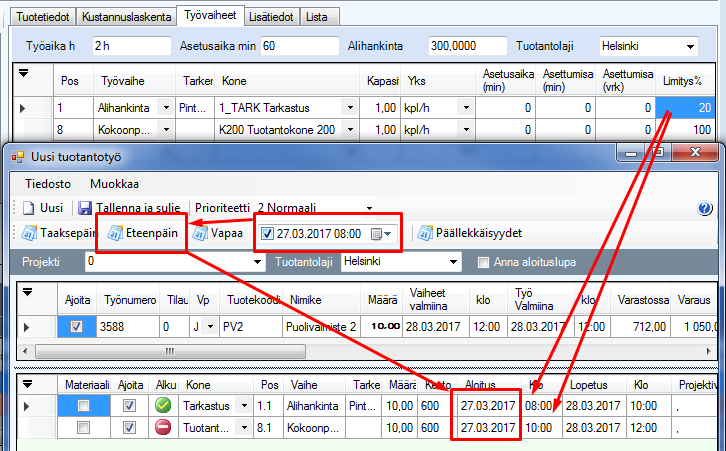
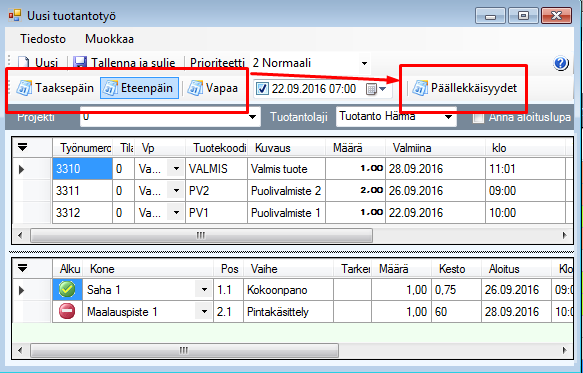
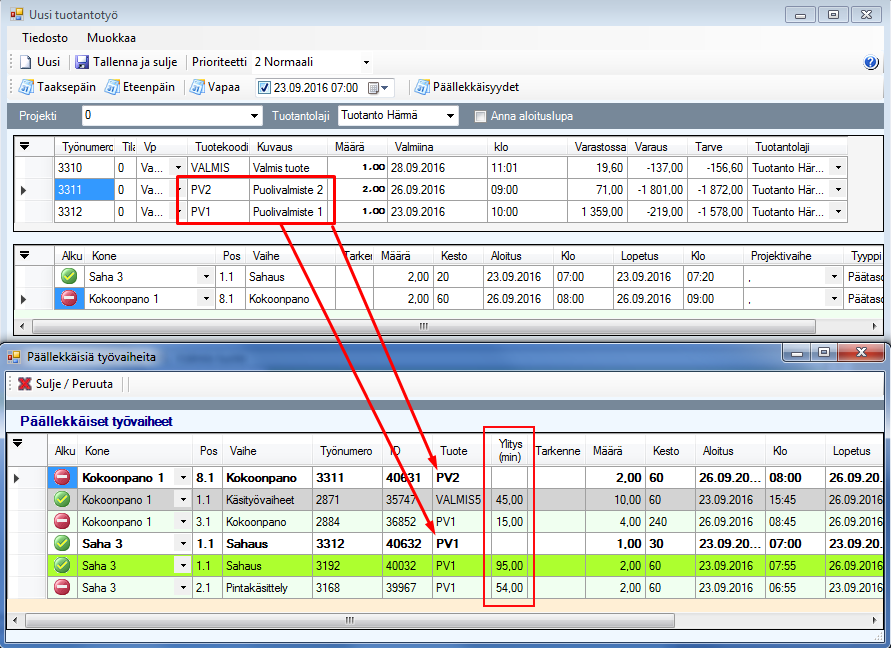
Kuva: Kun lisään tuotteen tuotantoon,
ajoitan ensin Eteenpäin- tai Vapaa-toiminnolla (niin, että
Päällekkäisyydet-näyttö ei enää huomauta päällekkäisistä työvaiheista) ja
Kuorma/Kapasiteetti-toiminnolla vielä varmistan, että kapasiteetti
riittää (jatkuu seuraavassa kuvassa).
Yllä olevalla ajoitustavalla kaikki vaiheet on muuten oikein ajoittuneet, mutta ensimmäinen ja toinen vaihe eivät ole ajoittuneet kiinni toisiinsa. Se voidaan korjata ajoittamalla työn päättymishetkestä taaksepäin seuraavasti:
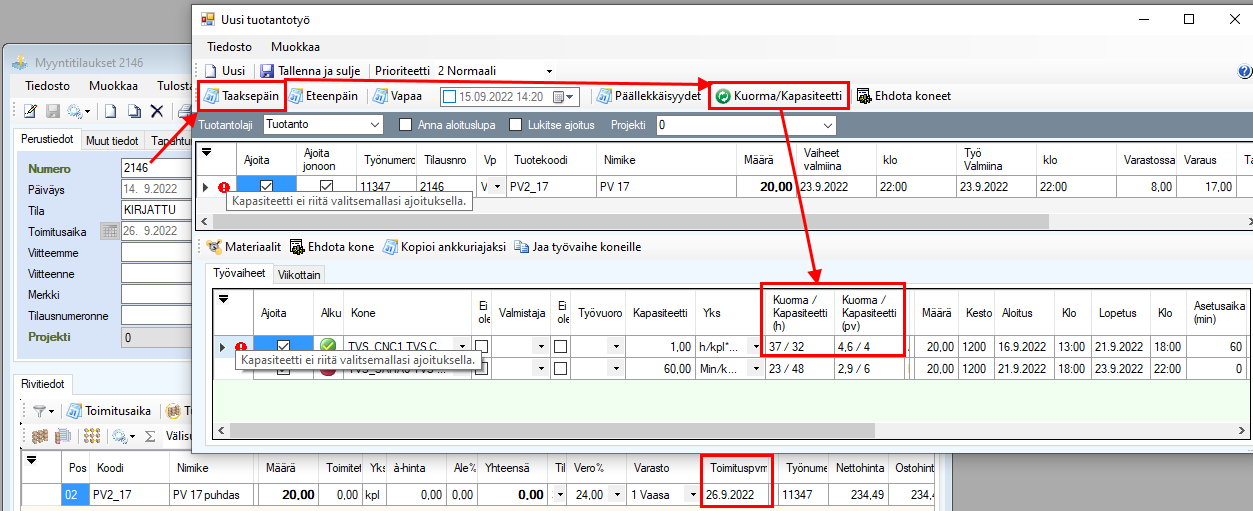
Kuva: Muutin Uusi tuotantotyö
-näytön ankkuriajaksi viimeisen vaiheen lopetusajan Kopioi ankkuriajaksi
-toiminnolla ja Taaksepäin-toiminnolla ohjelma ajoitti ensimmäisen
vaiheen iltavuoron viimeiseksi työksi (jatkuu seuraavassa kuvassa).
Kuva: Uusi tuotantotyö
-näytössä valittu Lukitse ajoitus – ja Anna aloituslupa
-valinnat. Tallenna ja sulje -toiminnolla ohjelma lukitsee 8030-työn
kaikki vaiheet ajoittamiini kohtiin. Lukituksella automaattiajoituskaan ei
siirrä Asetus-, tai mitään muutakaan työvaihetta, vaikka kapasiteettia
sattuisi vapautumaan. Näin voidaan pitää automaattiajoitusta päällä ja silti
saadaan koneajot, niiden asetus- ja purkuvaiheet ajoitettua, sekä pysymään
yövuoron ympärillä.
Esimerkki 4
Tämä esimerkki vaatii osittain tai kokonaan valmistelut 1,2,3,4,5,7
Samalla SAHA5-koneella valmistetaan päivävuoroissa muita tuotteita lyhempiä sarjoja miehitettyinä ajoina (esim. PV222TVS).
Kuva: PV222TVS-rakenteessa on
estetty yövuoroon ajoittaminen, eli ohjelma ajoittaa työn aamu/iltavuoroon,
mutta ei koskaan yövuoroon. (jatkuu seuraavassa kuvassa)
Kuva: Kun lisään
PV222TVS-tuotetta tuotantoon, ohjelma löytää Vapaa-ajoituksella
ensimmäisen vapaan minuutin 9.3 klo 06:00 ja ajoittaa siitä eteenpäin.
Uusi tuotantotyö -näytössä ei kannata lisätä Lukitse ajoitus -valintaa, koska jos PV222TVS-työn saa tehdä aikaisemminkin ja kun lukitusta ei ole, niin työn kaikki vaiheet saa ”kellua”, jolloin esimerkiksi automaattiajoitus 1 pystyy siirtämään valmistuksen aikaisemmaksi (jos kapasiteettia vapautuu).
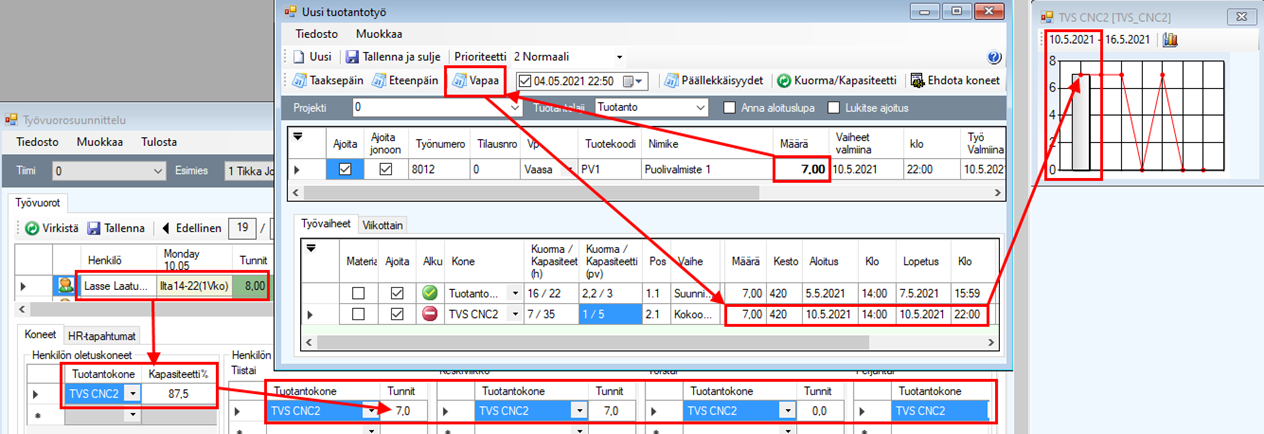
Esimerkki 5
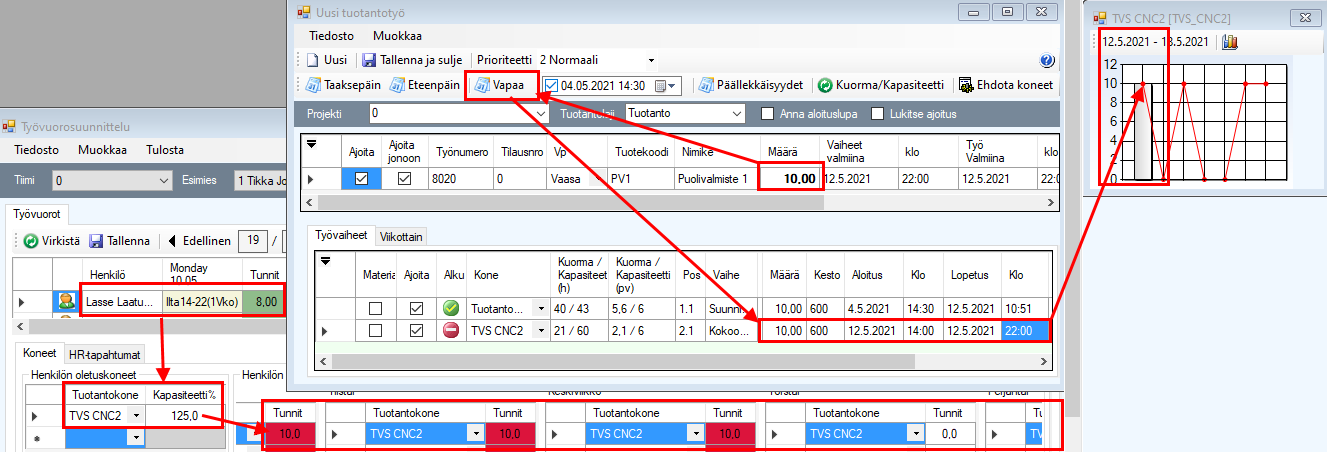
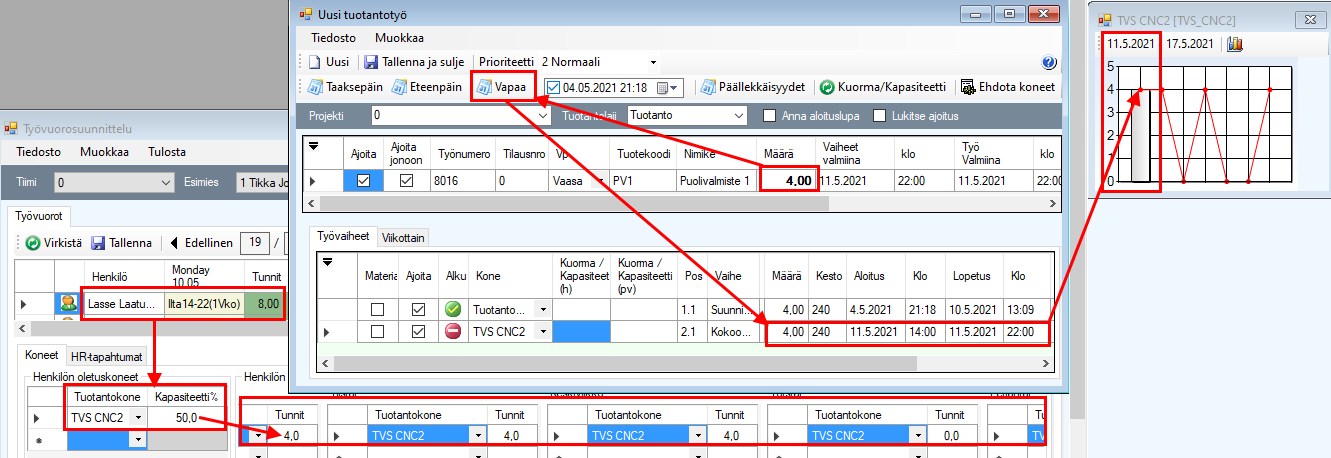
Työvuorosuunnittelukoneelle voit antaa Kapasiteetti%-arvon, jolla ohjelma kertoo henkilön tunneista koneelle tulevan kapasiteetin. Jos esimerkiksi henkilö on 8h työvuorossa, ja asetat Kapasiteetti%-arvoksi 50, niin ohjelma ajoittaa koneelle vain 4h kuormaa, mutta kellonaikavälinä ajoituksessa ja Gantt-näytössä kuluttaa henkilön koko työvuoron (eli 8h). Tällä tavalla ohjelma näyttää, että koneella ei ole vapaata kapasiteettia, vaikka työvuoron kesto on 8h, ja kuormaa ”vain” 4h.
Alla muutamia esimerkkejä Kapasiteetti%-arvolla ajoittamisesta, esimerkeissä ajoitetaan samaa tuotetta ja työvaiheella vaiheen kesto on 60min. Jos Kapasiteetti%-arvona on 100%, niin tuotetta valmistuu vaiheesta Lassen 8h työvuorossa 8kpl.
Mutta miten ajoitus ja kuorma muuttuu, kun Kapasiteetti%-arvo on <>100%?
5.1 Kapasiteetti%-arvolla 87,5%:
Kuva: Lasse on töissä 8h, koneelle on
asetettu Kapasiteetti%-arvoksi 87,5%, joka on n 7h, eli Lassen työvuoroon
voi ajoittaa 7kpl valmistus.
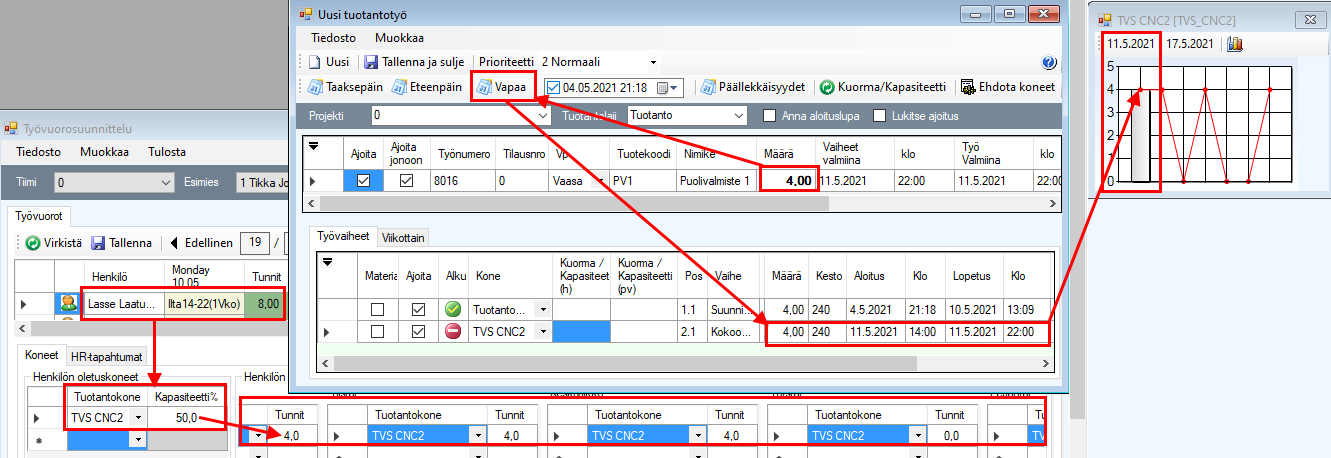
5.2 Kapasiteetti%-arvolla 50%:
Kuva: Lasse on töissä 8h, koneelle on
asetettu Kapasiteetti%-arvoksi 50%, joka on n 4h, eli Lassen työvuoroon
voi ajoittaa 4kpl valmistus.
5.3 Kapasiteetti%-arvolla 125%:
Kuva: Lasse on töissä 8h, koneelle on
asetettu Kapasiteetti%-arvoksi 120%, joka on n 10h, eli Lassen työvuoroon
voi ajoittaa 10kpl valmistus.
Ajoitus käyttää Kapasiteetti%-arvoa venyttämään, tai supistamaan kuormatolppaa niin, että kuorma kuluttaa oikeassa suhteessa kapasiteettia.
Huomaa!
Jos Kapasiteetti%-arvo on
esimerkiksi 50%, niin ohjelmahan ei voi mitenkään tietää missä kohtaa
työvuoroansa Lasse tekee CNC2:sen työt, eli työvaiheen aloittamisen ja
lopettamisen todellista kellonaikaa, se vain kuluttaa kapasiteettia työvuoron
alusta alkaen (eli Lassen täytyy päättää missä välissä käy tekemässä CNC2:sen
työt).
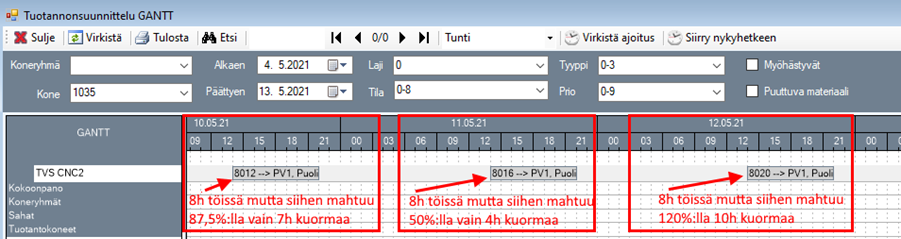
Kuva:
Tuotannonsuunnittelu Gantt -näytöllä ohjelma näyttää Lassen työvuoron
kellonaikavälin (14-22:00) ja yllä 5.1, 5.2 ja 5.3-kohdissa
esitetyillä Kapasiteetti%-arvo prosenteilla ja ajoituksilla, Lasse on
joka päivä töissä 8h, mutta hänen tunneistaan on prosenteilla muutettu koneelle
eri määrä kapasiteettia.