
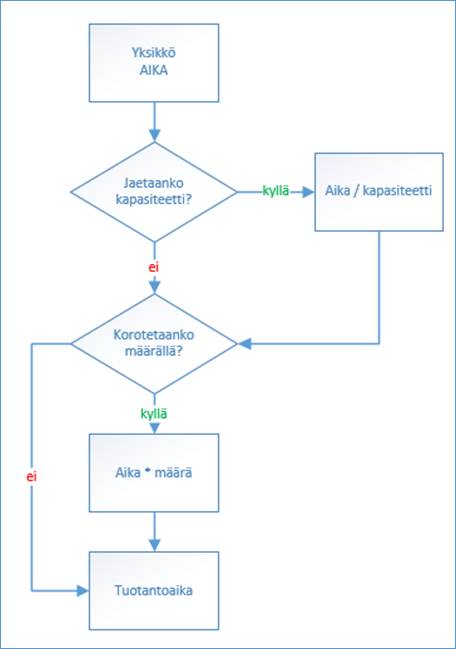
Kuva: Automaattiajoituksella työn 3413 toinen vaihe ajoittuu ennen ensimmäistä koska Vaaka1-koneella on vapaata kapasiteettia ennen Kokoonpano1-konetta.
Automaattiajoituksella ohjelma ajoittaa koneille koko
käytettävissä olevan kapasiteetin niin, että tyhjiä välejä ei koneiden
kapasiteettiin jää, eikä toisaalta myöskään ylikuormiteta koneita. Tällä tavalla
näet jokaiselta koneelta mihin asti sillä on kuormaa.
Uudet työt voit
ajoittaa Vapaa-toiminnolla, joten työn vaiheet ajoittuvat tehtäväksi heti
kun koneella on vapaata kapasiteettia. Voit myös ajoittaa työn päivälle, joka on
jo buukattu täyteen töitä (eli kapasiteetti käytetty 100%), lisäyksen jälkeen
ohjelma siirtää väliin lisäämäsi työn jälkeen olevia töitä automaattisesti
eteenpäin, kun automaattiajoitus käynnistyy seuraavan kerran ettei
ylikuormitustilannetta synny.
Huomaa!
Automaattiajoitus ajoittaa työvaiheet yksitellen, eli on todennäköistä että monivaiheisen työn vaiheet eivät ajoitu kronologiseen järjestykseen. Ne ajoittuvat siihen hetkeen, kun koneella on vapaata kapasiteettia.
Tämä tarkoittaa sitä, että nopeatahtisessa tuotannossa, jossa töiden uudelleenajoittamista tehdään jatkuvasti, tai jos ajoitat kaikki työt aina Vapaana-ajoitustoiminnolla, töiden hallinta helpottuu huomattavasti, kun ohjelma ajoittaa työt peräkkäin. Ohjelma suorittaa ajoituksen tuotannossa olevien Valmistumattomien töiden ensimmäisen vaiheen mukaan.
Automaattiajoituksella ohjelma kiinnittää työvaiheen edellä- ja jäljessä olevien työnumeroiden väliin ja pitää sen uudelleen ajoittaessa samassa välissä, kunnes uudelleenajoitat sen manuaalisesti toiseen väliin (tai valmistat työvaiheen).
Vaihtoehto 1 sopii erinomaisesti tuotantoon, joka valmistaa tuotteet yleensä heti, kun vain löytyy vapaata kapasiteettia ja materiaalit löytyvät varastosta. Kun ajoitat työt valmistettavaksi heti kun löytyy vapaata kapasiteettia, pullonkaulakoneet näet helposti Gantt-näytöstä ja pystyt reagoimaan nopeasti, esimerkiksi lisäämällä pullonkaulalle työvuoroja tai ylityötunteja suman purkamiseksi.
Huomaa!
•Jos käytät työlle Lukitse ajoitus -toimintoa, automaattiajoitus 1 päivittää lukitullekin työlle Myöhästymis-tiedot, mutta ei koske lukittujen töiden ajoituksiin, ja lukitut työt saattavat aiheuttaa koneelle ylikuormaa (koska automaattiajoitus ei saa lukittua työtä siirtää).
•Tämä (automaattiajoitustapa 1) ei hyödynnä työlle tallennettuja Ajoituksen ohjaustiedot -arvoja. Lue lisää hakusanalla Automaattiajoituksen vaihtoehto 2.
Käyttöönotto
AUTOTIMING=1 (tai 2) ja AUTOMATED_AUTOTIMING=0 (ei käytössä)
Suosittelemme myös STARTJOB_AUTOTIMENOW arvoksi
1 (Siirrä kuorma aloita-kirjauksessa nykyhetkeen: 0=Ei (Oletus), 1=Kyllä)
ja JOBDONE_AUTOTIMENOW arvoksi 1 (Siirrä kuorma valmistamisen
yhteydessä historiaan: 0=Ei (Oletus), 1=Kyllä).
Koska ajoitustoiminnot ja
automaattiajoitus ajoittavat vaiheet jäljellä olevalla määrällä, eikä tuotantoon
siirretyllä määrällä. Lue lisää hakusanalla Tuotantolistan
Työn tiedot.
Huomaa!
Jos käytät
STARTJOB_AUTOTIMENOW-asetuksen arvoa 1, aloitat vaiheen (ohjelma siirtää
vaiheen kuorman aloitushetkeen) ja peruutat aloituksen, ohjelma ei palauta
vaihetta sen alkuperäiseen sijaintiin.
Automaattiajoituksen voit ottaa käyttöön Toimintokeskus Tuotanto AUTOTIMING-asetuksella.
|
Asetus |
Selite |
Toiminta |
|
AUTOTIMING |
Automaattiajoitus päällä 0=Ei (oletus), 1=Ajoita myös kirjattu tilaisia, 2=Älä ajoita kirjattu tilaisia |
0=Ei (oletus). Automaattiajoitus ei ole käytössä (Virkistä ajoitus –toiminto piilotettu näytöistä)
1=Ajoita myös kirjattu tilaisia. Ajoittaa Valmis-tilaisia lukuun ottamatta kaikki työt jotka ovat tuotantolistalla
2=Älä ajoita kirjattu tilaisia. Ajoittaa 1-8 tilaiset työt. Ei ajoita Kirjattu (0-tila), eikä Valmis (9-tila) –tilassa olevia töitä. |
|
AUTOTIMING_INTERVAL |
Automaattiajoituksen virkistysväli minuutteina. Oletus=30, manuaalinen virkistys=-1. |
AUTOTIMING_INTERVAL-asetuksella tulevat toiminnot on käytettävissä vain, jos AUTOTIMING-asetuksen arvo on >0.
Kun arvo on esimerkiksi 30, ohjelma tekee töiden uudelleenajoituksen ajastetusti noin 30 min välein, sekä automaattisesti aina kun avaat Tuotantolista-näytön, työn valmistuskirjauksen yhteydessä ja valitsemalla Tuotantolista- ja Tuotannon GANTT-näytössä Virkistä ajoitus –toiminnolla ja automaattisesti AUTOTIMING_INTERVAL-aikavälillä.
Arvolla 30 ohjelma laskee ajoitukset oletuksena 30 min
välein, ja tallentaa edellisen laskenta ajan toimintokeskuksen
AUTOTIMINGCALCDATE-asetukseen.
Jos muutat arvoksi miinus yksi (-1), niin automaattiajoitus käynnistyy ainoastaan Tuotantolista- ja Tuotannonsuunnittelu GANTT -näyttöjen Virkistä ajoitus -toiminnolla (eli manuaalinen käynnistys, ei näytön avaamisen yhteydessä, eikä ajoitetusti).
Huomaa! -Ajoitus ei käynnisty Virkistä ajoitus -toiminnolla jos se on jo käynnissä. -Aikaväliä kannattaa yleensä pidentää, eikä lyhentää. Jos lyhennät aikaväliä, ei kannata laittaa aikaa lyhemmäksi kuin 15min. Syy: jos ohjelma sattuu ajoittamaan samaan aikaa työvaihetta, kun valmistat tai muokkaa työtä, automaattiajotus saattaa päätyä Deadlock-virheeseen (ohjelma selviää kyllä virheestä ja laskee uudet ajoitukset seuraavan ajoituksen yhteydessä, mutta kuormatiedot saattavat olla puutteelliset). |
Ajoitustapana ohjelma käyttää Vapaa-toimintoa. Tämä tarkoittaa sitä, että jos tuotteella on useita työvaiheita niin ohjelma ajoittaa kaikki (lukitsemattomien töiden) vaiheet, vaiheella olevalle koneelle jonoon kapasiteetin sallimille ajoille.
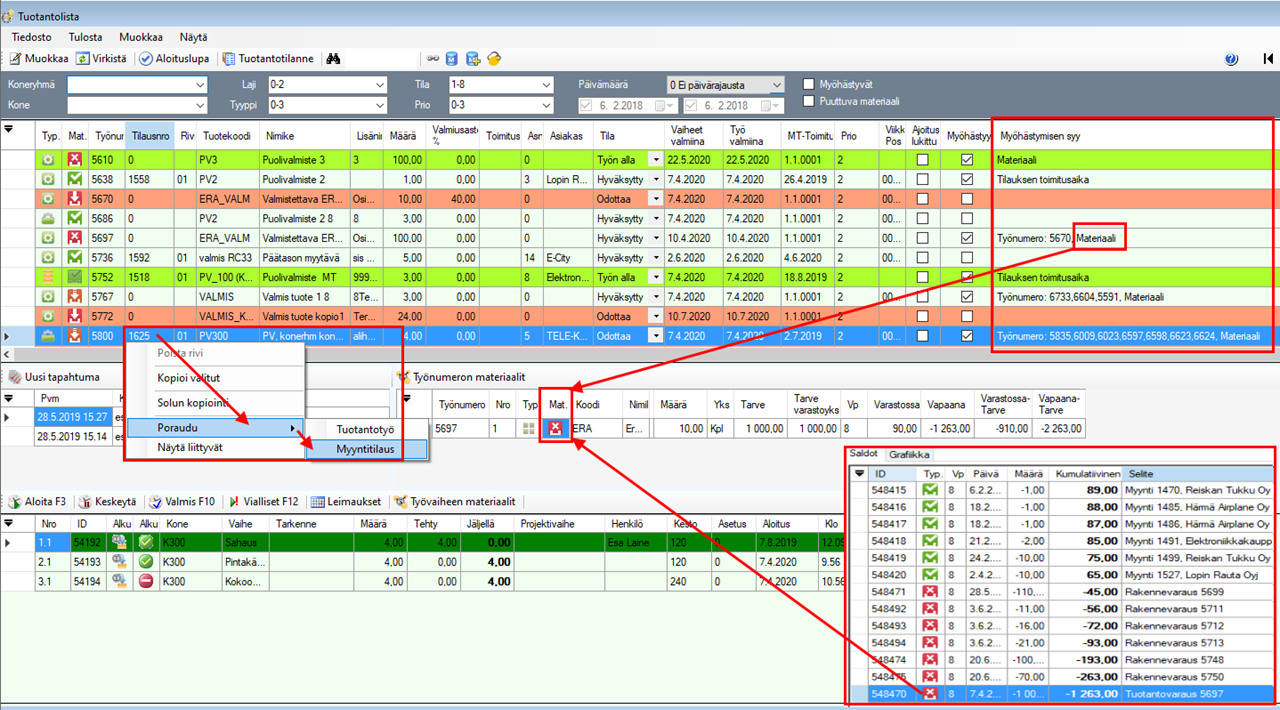
GANTT-näkymässä työnumeron vaiheet eivät ole välttämättä putous-tyylisesti. Koska toisen vaiheen koneella saattaa olla kapasiteettia ennen ensimmäisen vaiheen tekoaikaa kuten kuvassa alla. Eli jos otat automaattiajoituksen käyttöön ja käytät myös Tuotannon työjono –näyttöä niin kannattaa käyttää Tuotannon työjono –näytössä Alkulupa-rajausta, jolloin työntekijälle näkyy ainoastaan työvaiheet, joita voi valmistaa (eikä näy turhaan vaiheita, joita ei voi vielä aloittaa). Tällä tavalla työntekijä näkee työjonossa ainoastaan työt jotka hän voi tehdä, eikä työntekijän ei tarvitse välittää niinkään siitä, mille päivälle tai kellonajalle työ on ajoitettu (koska listassa näkyy ainoastaan työt jotka saa aloittaa).
Kuva: Automaattiajoituksella työn 3413
toinen vaihe ajoittuu ennen ensimmäistä koska Vaaka1-koneella on vapaata
kapasiteettia ennen Kokoonpano1-konetta.
Tuotantolistaa avatessa ajoituksen kesto riippuu tuotantolistalla olevien töiden ja niillä olevien työvaiheiden määristä. Käynnissä olevasta laskennasta ohjelma näyttää Tuotantolista -näytön ylälaidassa olevalla Lasken tuotantoa -ilmoituksella.
Kuva: Toimintopalkissa vasemmalla voit
suorittaa automaattiajoituksen Virkistä ajoitus –toiminnolla. Oikeassa
reunassa ohjelma ilmoittaa, kun automaattiajoitus suorittaa uudelleen
ajoitusta.
Automaattiajoitus listaa työt tiivisti peräkkäin koneille.
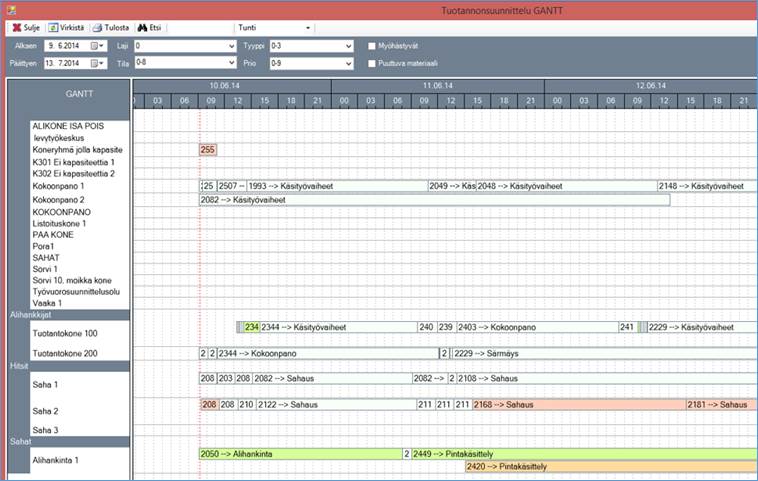
Kuva: Esimerkki ajoitetuista töistä
GANTT
-näkymästä.
Jos siirrät GANTT-näkymässä työvaihetta manuaalisesti (tai tuotantolistassa), ohjelma suorittaa automaattiajoituksen kun aloitat-, lopetat töitä, tai käynnistät automaattiajoituksen GANTT-näytön tai Tuotantolista-näytön Virkistä ajoitus -toiminnolla.
GANTT-näytössä voit myös valita Ctrl+hiirellä työvaiheita (enemmän kuin 1 vaihe pitää olla valittuna, että ohjelma ajoittaa vain valitut), ja ajoittaa valitsemasi vaiheet Virkistä ajoitus -toiminnolla. Tällä tavalla ajoittaminen saattaa kuitenkin tuottaa erikoisia muutoksia ajoitukseen, kun valittujen töiden kanssa saattaa olla muitakin töitä alkamassa, loppumassa tai täysin samaan aikaan ja valitsemallasi vaiheella voi olla useita muitakin vaiheita, eli Ctrl+hiirellä valittujen vaiheiden ajoitus ei sovi kuin erittäin harvoissa tehtaissa, koneryhmissä tai koneissa.
Kuva:
Virkistä ajoitus –toiminto on Tuotantolista- ja
GANTT-näytöllä.
Jos Automaattiajoitus 1 on käytössä, ohjelma siirtää työt mahdollisimman aikaisin valmistettavaksi. Automaattiajoituksen AUTOTIMING-asetuksella voit estää ohjelmaa Kirjattu-tilassa olevien töiden automaattisen ajoittamisen, eli voit lisätä töitä tuotantoon kuukausien päähän tulevaisuuteen. Kun työn valmistaminen tulee ajankohtaiseksi, anna työlle aloituslupa, Aloituslupa-toiminnon suorittamisen jälkeen ohjelma ottaa työn automaattisen ajoituksen piiriin.
Kuva: Ylemmissä Koneiden
kuormitus -näytöissä on Automaattiajoitus-toiminto ajoittanut työt
valmistettavaksi heti kun koneella on vapaata kapasiteettia. Alemmissa
Koneiden kuormitus -näytöissä työ on lukittu, automaattiajoitus ei ole
käytössä tai se on määritetty niin, ettei ohjelma ajoita Kirjattu-tilassa
olevia töitä.
Automaattiajoitus 1 pyrkii ajoittamaan koneen kapasiteetin
täyteen ja yrittää välttää koneen ylikuormittamista. Huomaa yllä kuvasta, että
Koneiden kuormitus -näytöistä on valittuna CNC ja Saha isäkoneet eikä
koneet. Ohjelma summaa isäkoneiden kapasiteetin sekä kuorman, mutta kun
vaiheelle on valittuna CNC1-kone eikä isäkone (CNC Koneet)
automaattiajoitus tapahtuu konekohtaisesti, eikä koneryhmäkohtaisesti.
Emme
kuitenkaan suosittele valitsemaan työvaiheen koneeksi koneryhmää, koska
työvaiheen valmistaja ei pysty valitsemaan koneryhmän alta konetta, jolla hän
vaiheen oikeasti valmistaa.

Kuva: Keskellä koneryhmän CNC
Koneet -graafista näet, että ohjelma on ajoittanut CNC1-koneen osalta
100% CNC1-koneen kapasiteetista ja CNC2-koneella on vain yksi
tunnin työ 15.8, eli sillä on vielä 7h kapasiteettia. Automaattiajoitus ei
ajoita koneryhmän CNC Koneet -koneryhmää, koska työvaiheella on valittuna
kone, eikä koneryhmä.
Kuva: Työt on jaettu tasaisesti
koneryhmissä oleville koneille, automaattiajoituksella ohjelma pyrkii täyttämään
kapasiteetin jokaiselta päivältä 100%.