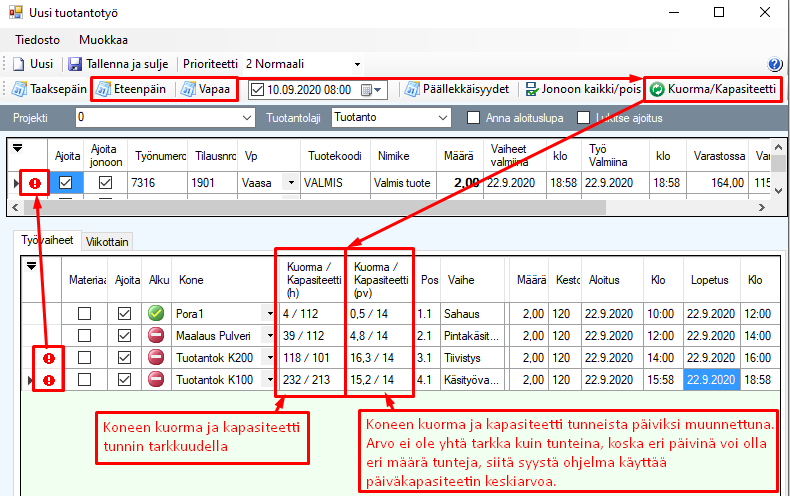
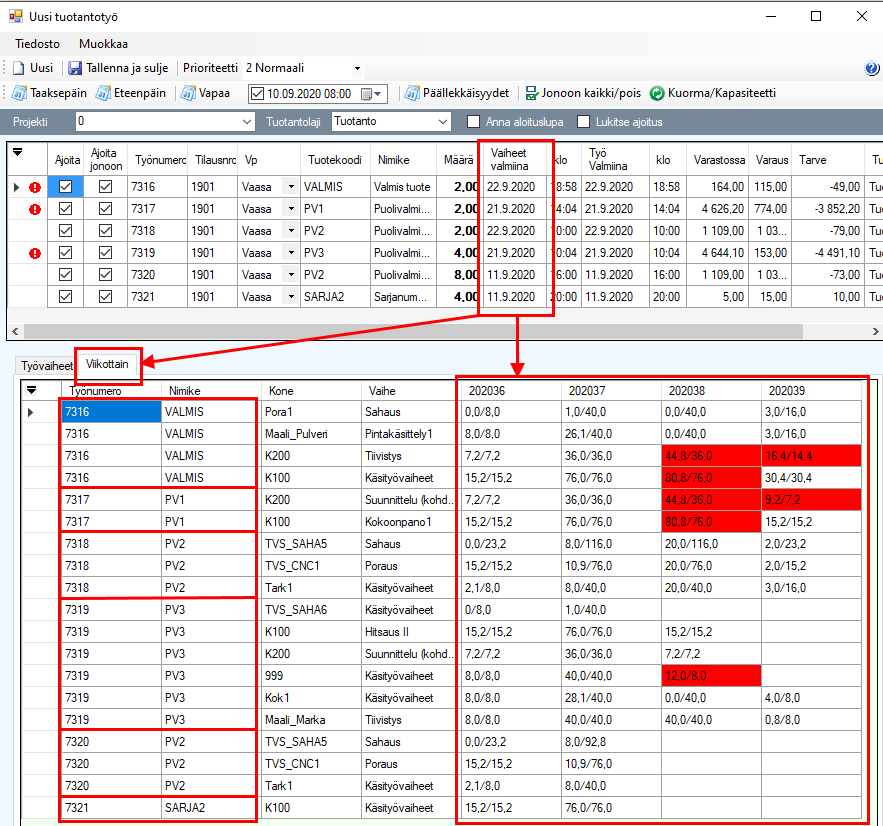
Kuva: Myyntitilaukselta tuotantoon siirtäessä on ajoitettu Taaksepäin-toiminnolla ja Kuorma/Kapasiteetti-toiminnolla ohjelma näyttää, että koneen kapasiteetti ei riitä siihen, että tuote valmistuisi toimituspäivä-EXMILL_DATE-päivään (23.9) mennessä.
Uusi tuotantotyö -näytön ja Työn tiedot -näytön Jaa työvaihe koneille -toiminnolla voit nopeuttaa vaiheen etenemistä tuotannossa. Voit tasata kuormaa jakamalla työvaiheen kuorman usealle koneelle, ohjelma osaa ajoittaa jaetun vaiheen tehtäväksi samaan aikaan (ajoitustavasta riippuen alkamaan ja/tai valmistumaan samaan aikaan).
Toiminnolla on tarkoitus nopeuttaa vaiheen valmistuminen jakamalla vaiheen aiheuttama kuorma yhdeltä koneelta kahdelle, tai useammalle samassa koneryhmässä olevalle koneelle. Jakaminen kannattaa tehdä vain, jos vaihe on tarkoitus todellisuudessakin tehdä usealla koneella samaan aikaan.
Huomaa!
•Et voi jakaa viimeistä vaihetta usealle koneelle (syynä esimerkiksi materiaalisidonta ja valmistuksen hinnanlaskenta).
•NEXT_AMOUNT-asetus täytyy olla arvossa 2, jos käytät Jaa työvaihe koneille -toimintoa. Muuten ohjelma päivittää edellisen työvaiheen leimauksesta jaetun työvaiheen määrän (eikä niin saa tapahtua, koska vaiheen määrää ei muuteta, se vain jaeteen usealle koneelle).
Esimerkki
Tilauksella on myyty iso erä tuotetta, jonka ensimäistä vaihetta pystyy valmistamaan usealla samanlaisella koneella ja toimituspäivästä, tai kuorman määrästä johtuen vaiheen valmistaminen ei ole riittävän nopeaa yhdellä koneella. Jakamisen syynä voi olla myös se, että usealla koneella on vapaata kapasiteettia
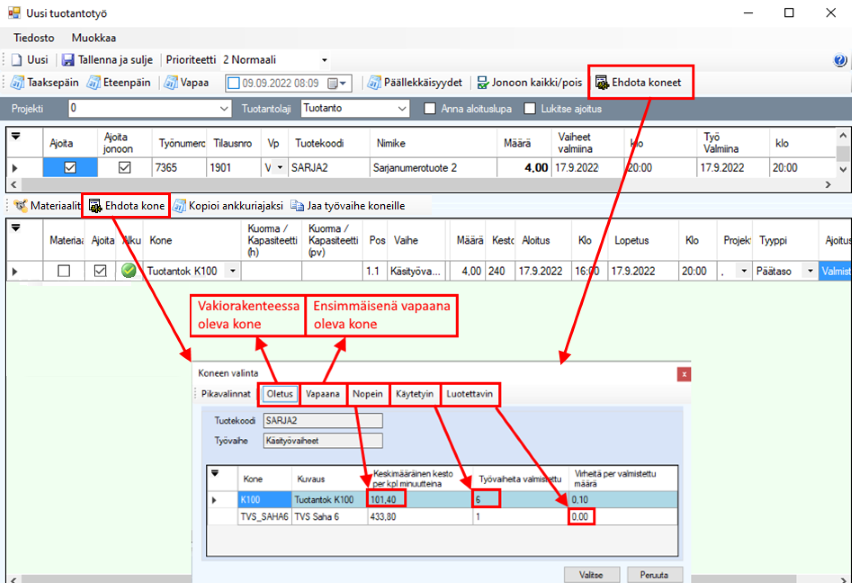
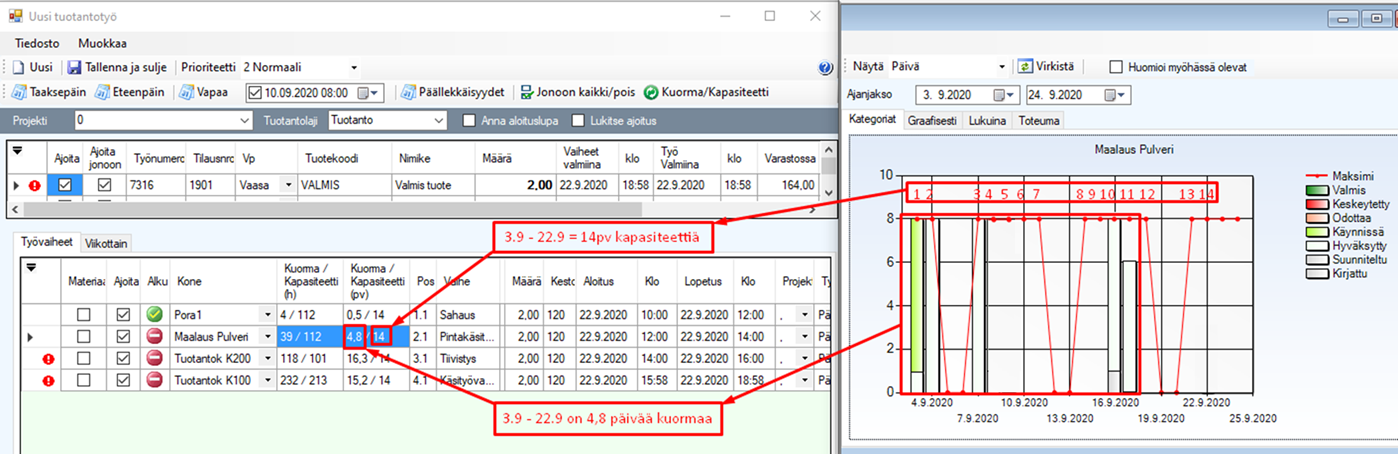
Uusi tuotantotyö -näytössä Kuorma / Kapasiteetti -sarakkeet löydät Oletus-tyylitiedostosta
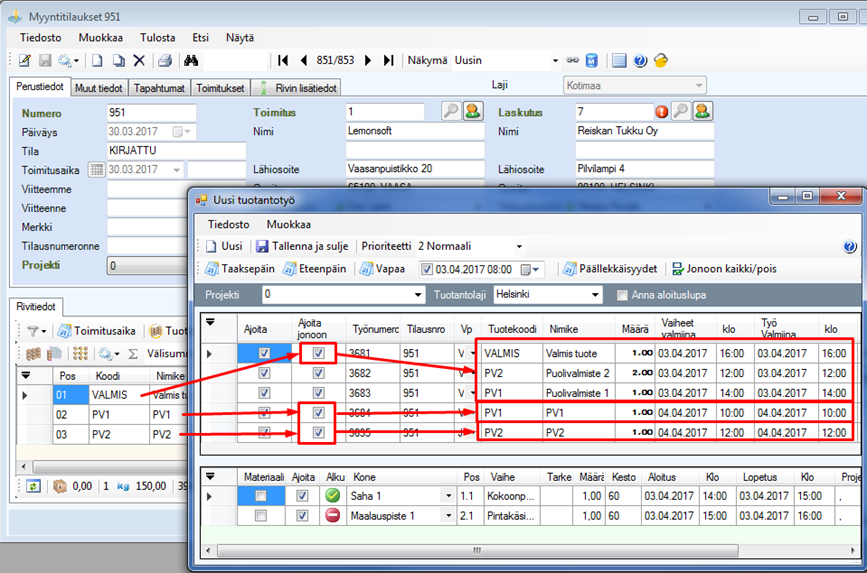
Kuva: Myyntitilaukselta tuotantoon
siirtäessä on ajoitettu Taaksepäin-toiminnolla ja
Kuorma/Kapasiteetti-toiminnolla ohjelma näyttää, että koneen kapasiteetti
ei riitä siihen, että tuote valmistuisi toimituspäivä-EXMILL_DATE-päivään
(23.9) mennessä.
Uusi tuotantotyö -näytön Jaa työvaihe koneille -toiminnolla voit jakaa vaiheen kahdelle, tai useammalle saman koneryhmän koneelle ja ajoittaa työn uudelleen. Voit antaa konekohtaiset määrät itse, tai valita konerivejä aktiiviseksi ja antaa ohjelman jakaa määrät Jaa valituille -toiminnolla.
Huomaa!
•Ohjelma huomauttaa, mutta ei pakota siihen, että jaetun vaiheen määrien summa on sama kuin vaiheen alkuperäinen määrä.
Kuva: Jaa työvaihe koneille
-toiminnolla ohjelma avaa aktiiviselta vaiheelta Työvaiheen jako
koneille -näytön, jossa 20kpl:n vaihe on jaettu manuaalisesti CNC1:selle
(8kpl) ja CNC2:selle (12kpl). Jaa valituille -toiminnolla ohjelma
jakaisin määrän koneille tasan (10+10). CNC2:sen Kapasiteetti- ja
Yks-arvoiksi on valittu samat kun CNC1:sellä, koska koneet ovat
täsmälleen yhtä nopeita.
Työvaiheen jako koneille -näyttö ei vaadi Kapasiteetti-sarakkeen arvoa, mutta pakottaa Yks-arvon valitsemiseen. Tallenna ja sulje -toiminnolla ohjelma jakaa vaiheen valitsemillasi arvoilla Uusi tuotantotyö -näyttöön.
Kapasiteetti- ja Yks-arvo voi olla eri koneille erilaiset, kun vakiovaiheella olevalla koneella ja ohjelma tallentaa näytössä valitsemasi arvot nimikkeen aktiivisena olevalle vakiovaiheelle, eli voit hyödyntää eri koneille kerran laskemiasi arvoja, kun lisäät tuotetta seuraavan kerran tuotantoon.
Vinkki: Hyödynnä eri koneiden Kapasiteetti- ja Yks-arvoja esimerkiksi siihen, että pieni valmistuserä kannattaa tehdä vaikkapa manuaalikoneella ja suurempi erä vaikkapa automatisoidummalla koneella (jos esimerkiksi henkilö pitää käynnissä useita automaattikoneita, tai isoja eriä ajetaan yöllä/viikonloppuna miehittämättömällä ajolla)
Huomaa!
•Täytä aina myös Kapasiteetti-sarakkeen arvo, muuten uudelleen ajoittaminen ei välttämättä anna oikeaa tulosta.
Kuva: Tallenna ja sulje
-toiminnolla ohjelma kiinnittää rakenteen työnumeroon ja jakaa
vaiheen Uusi tuotantotyö -näyttöön omiksi riveiksi ja jakaa
Kesto-arvot uusille riveille (mutta ei ajoita työtä uudelleen).
Työvaiheen jako koneille -näytön Tallenna ja sulje -toiminnolla ohjelma kiinnittää rakenteen työnumeroon ja lisää työnumeron tilausriville. Ohjelma kopio alkuperäisestä vaiheesta uudelle vaiheelle myös esimerkiksi Asetusaika-arvon ja materiaalisidonnan. Et pysty poistamaan vaiheen jakamista (vaiheita) Uusi tuotantotyö -näytössä, mutta voit poistaa työnumeron tilausriviltä, jolloin ohjelma poistaa kiinnitetyn rakenteen (eli voit aloittaa tuotantoon lisäämisen uudelleen vakiorakenteella).
Voit muuttaa Kone- ja vaiheiden Määrä-arvoja vielä Uusi tuotantotyö -näytössäkin, mutta tärkeimpänä toimenpiteenä on kuitenkin uudelleenajoitus, että ohjelma osaa jakaa kuormat uudelleen valitsemillesi koneille.
Huomaa!
•Jos jaat vaiheen usealle koneelle, muista aina ajoittaa työ uudelleen, vaikka ohjelma ei sitä pakota.
•Ohjelma kopio alkuperäisestä vaiheesta jakamallesi vaiheelle vaiheeseen sidotut materiaalit, vaiheen jakamista ei ole tarkoitettu käytettäväksi niin, että sidot jaettavaan vaiheeseen päätuotteen mukana tuotantoon meneviä puolivalmisteita
Kuva:
Taaksepäin-ajoituksella ohjelma laski uudet ajat vaiheille
ja ajoitti jaetut vaiheet loppumaan samaan aikaan, mutta pienemmällä
Määrä-arvolla oleva vaihe alkaa myöhemmin (jaetut vaiheet eivät
välttämättä ala ja lopu samaan aikaan eri määristä, kapasiteetista, kapasiteetin
yksiköstä, työvuoroista, asettumisajoista tai vastaavista johtuen).
Ohjelma päättelee työvaiheen Pos-numerosta, onko vaihe jaettu vai tavallinen vaihe, eli jos vakiorakenteella on lisätty tahallaan tai vahingossa samoja positionumeroita, ohjelma ajoittaa vakiorakenteenkin vaiheita tehtäväksi samaan aikaan.
Huomaa!
Älä jaa vaihetta, jos vaiheen
Limitys%-arvo <>100, äläkä tallenna vaiheille samoja
Pos-numeroita.
Uusi tuotantotyö -näytössä Pos-sarakkeen löydät Oletus-tyylitiedostosta
Kuva:
Tuotantolista-näytössä ohjelma näyttää
positionumeroyhdistelmän, josta ensimmäinen positionumero tulee vakiorakenteesta
ja toisen positionnumeron ohjelma luo työnumeroon kiinnitetylle
rakenteelle.
Kuva:
PV1-vakiorakenteessa on kahdella ensimmäisellä vaiheella
sama Pos-numero, eli ajoitustoiminnot ajoittavat vaiheet alkamaan, tai
päättymään samaan aikaan (riippuen ajoitustavasta ja kapasiteetista,
kapasiteetin yksiköstä, Asetus ja muista vaiheen asetuksista). Kuvan kaltainen
virheellinen Pos-numerointi täytyy korjata juoksevaksi numeroksi (1,2,3),
että ohjelma osaa järjestää työvaiheet oikein kaikissa tilanteissa.